Организация производства Объект изучения - любая производственная система народнохозяйственного комплекса страны, производящая любую продукцию или оказывающая сопряженные или самостоятельные производственные услуги Предмет изучения - методы и средства организации информационных, маркетинговых, конструкторских, технологических, логистических, экономических, производственных и управленческих процессов, интегрирующих систему «предмет труда средство труда живой труд» в пространстве и времени по производству конкурентоспособной продукции.

Организация производства предусматривает изучение и применение: -теоретических и методических вопросов организации производства на предприятиях; -условий и факторов рационального согласования действий работников предприятий на основе знаний, приемов и передового опыта, направленных на достижение поставленных целей по выпуску определенных продуктов труда соответствующего качества и количества.

Составные части ОП организация производственных процессов во времени и пространстве организация поточных методов производства организация автоматического и гибкого автоматизированного производства организация вспомогательных цехов и обслуживающих хозяйств предприятия организация технического контроля качества продукции организация технического нормирования труда организация и планирование создания и освоения новой техники и новой технологии организация труда работников организация управления как процесс создания и совершенствования систем управления и способов их функционирования

Главная цель организации производства создание условий, при которых обеспечивается успешное формирование и выполнение плановых заданий каждым производственным подразделением предприятия и предприятием в целом по всем показателям и с высокой эффективностью производства.


Производственный процесс - это совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления продукции целенаправленное, постадийное превращение исходного сырья и материалов в готовый, заданного свойства продукт, пригодный к потреблению или к дальнейшей обработке.

Подсистемы процессов производства подсистемы подготовки производства, основных производственных процессов, процессов производственной инфраструктуры, материально- технического обеспечения производства, реализации и сбыта продукции, маркетинга; подсистемы, определяющие состав элементов производственного процесса – функционирования орудий труда, движения предметов труда, организации труда; интегрирующие подсистемы формирования производственной структуры и организации планирования производства.


Производственные процессы основные это технологические процессы, в ходе которых происходят изменения геометрических форм, размеров и физико- химических свойств продукции; вспомогательные это процессы, которые обеспечивают бесперебойное протекание основных процессов; обслуживающие это процессы, связанные с обслуживанием как основных, так и вспомогательных процессов и не создающие продукцию.


Стадии производственного процесса комплекс процессов и работ, выполнение которых характеризует завершение определенной части производственного процесса и связано с переходом предмета труда из одного качественного состояния в другое. К заготовительной стадии относятся процессы получения заготовок. Обрабатывающая стадия включает процессы превращения заготовок в готовые детали. Сборочная стадия включает сборку узлов и готовых изделий, регулировку и отладка машин и приборов, их испытания.


Технологические процессы Фаза комплекс работ, выполнение которых характеризует завершение определенной части технологического процесса и связано с переходом предмета труда из одного качественного состояния в другое. часть технологического процесса, выполняемая на одном рабочем месте, состоящая из ряда действий над каждым предметом труда или группой совместно обрабатываемых предметов (основной структурный элемент простого процесса). Операция часть технологического процесса, выполняемая на одном рабочем месте, состоящая из ряда действий над каждым предметом труда или группой совместно обрабатываемых предметов (основной структурный элемент простого процесса).


Виды операций, выполняемые без применения машин, механизмов и механизированного инструмента; -ручные, выполняемые без применения машин, механизмов и механизированного инструмента; выполняются с помощью машин или ручного инструмента при непрерывном участии рабочего; -машинно-ручные выполняются с помощью машин или ручного инструмента при непрерывном участии рабочего; - выполняемые на станках, установках, агрегатах при ограниченном участии рабочего. - машинные выполняемые на станках, установках, агрегатах при ограниченном участии рабочего. выполняются на автоматическом оборудовании или автоматических линиях. -автоматизированные выполняются на автоматическом оборудовании или автоматических линиях. характеризуются выполнением машинных и автоматических операций в специальных агрегатах (печах, установках, ваннах и т.д.). Аппаратурные процессы характеризуются выполнением машинных и автоматических операций в специальных агрегатах (печах, установках, ваннах и т.д.).

Основные принципы организации производственного процесса Принцип пропорциональности Принцип дифференциации Принцип дифференциации Принцип комбинирования Принцип комбинирования Принцип концентрации Принцип концентрации Принцип специализации Принцип специализации Принцип универсализации Принцип универсализации Принцип стандартизации Принцип параллельности Принцип параллельности Принцип прямоточности Принцип прямоточности Принцип непрерывности Принцип непрерывности Принцип ритмичности Принцип ритмичности Принцип автоматичности Принцип автоматичности Принцип соответствия форм производственного процесса его технико-экономическому содержанию Принцип соответствия форм производственного процесса его технико-экономическому содержанию

Типы производства Единичное- характеризуется широкой номенклатурой изготовляемых изделий, малым объемом их выпуска, выполнением на каждом рабочем месте весьма разнообразных операций Серийное- характеризуется относительно ограниченной номенклатурой изделий (партии). За одним рабочим местом, как правило, закреплены несколько операций. Массовое- характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых в течение продолжительного времени на узкоспециализированных рабочих местах.

Характеристики типов производств ФакторыТип производства единичноесерийноемассовое Номенклатура изготавливаемых изделий БольшаяОграниченнаяМалая Постоянство номенклатурыОтсутствуетИмеется Объем выпускаМалыйСреднийБольшой Закрепление операций за рабочими местами ОтсутствуетЧастичноеПолное Применяемое оборудованиеУниверсальное Универсальное +специальное (частично) В основном специальное Применяемые инструмент и оснастка Универсальные Универсальны е +специальные В основном специальные Квалификация рабочихВысокаяСредняяВ основном низкая Себестоимость продукцииВысокаяСредняяНизкая Производственная специализация цехов и участков ТехнологическаяСмешаннаяПредметная

Производственная структура предприятия совокупность производственных единиц предприятия (цехов, служб), входящих в его состав, и формы связей между ними. зависит от: -вида выпускаемой продукции и его номенклатуры, -типа производства и форм его специализации, -особенностей технологических процессов




Основные структурные производственные единицы Цех - административно обособленная производственная единица предприятия, специализирующаяся на выпуске определенной детали или изделий либо на выполнении технологически однородных или одинакового назначения работ. Участок -объединенная по определенным признакам группа рабочих мест


Производственный цикл - календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию. календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию. Т ц = Т рп + Т пер, где Т рп- время рабочего процесса; Т пр - время перерывов Т рп = Т шк + Т к + Т тр + Т е, где Т шк - штучно-калькуляционное время; Т к - время контрольных операций; Т тр - время транспортирования предметов труда; Т е - время естественных процессов

 Операционное время (Т опр): Т опр = Т шк + Т к + Т тр. Т шк = Т оп + Т пз + Т ен +Т ото, где Т оп оперативное время; Т пз подготовительно-заключительное время при обработке новой партии деталей; Т ен время на отдых и естественные надобности рабочих; Т ото время организационного и технического обслуживания
Операционное время (Т опр): Т опр = Т шк + Т к + Т тр. Т шк = Т оп + Т пз + Т ен +Т ото, где Т оп оперативное время; Т пз подготовительно-заключительное время при обработке новой партии деталей; Т ен время на отдых и естественные надобности рабочих; Т ото время организационного и технического обслуживания

Оперативное время (Т оп) Т оп = Т ос + Т в, где Т ос- основное и Т в- вспомогательное время Основное время - это непосредственное время обработки или выполнения работы. Вспомогательное время: Т в = Т у + Т з + Т ок, где Т у -время установки и снятия детали (сборочной единицы) с оборудования; Т з -время закрепления и открепления детали в приспособлении; Т ок - время операционного контроля рабочего (с остановкой оборудования) в ходе операции.

Время перерывов (Т пр) Т пр = Т мо + Т рт + Т р + Т орг.где Т рт- время, соответствующее режиму труда, Т мо- время межоперационного пролеживания детали Т р- время перерывов на межремонтное обслуживание и осмотры оборудования Т орг- время перерывов, связанных с недостатками организации производства


Производственный цикл Т ц = Т опр + Т е + Т мо + Т рт + Т р + Т орг. Т ц = (Т шк + Т мо) к пе р к ор + Т е, где к пер - коэффициент перевода рабочих дней в календарные (отношение числа календарных дней (D к) к числу рабочих дней в году (D р), к пер =D к /D р); к ор - коэффициент, учитывающий перерывы на межремонтное обслуживание оборудования и организационные неполадки (обычно 1,151,2).

Технологические процессы, к какой бы категории они ни относились, непрерывно совершенствуются вслед за развитием научной и технической мысли. Можно выделить три этапа такого развития. Первый, основу которого составляли ручные технологии был открыт неолитической революций, когда люди научились добывать огонь и обрабатывать камни. Здесь главным элементом производства был человек, и технологии приспосабливались к нему и его возможностям.
Что же явилось переходным моментом от этапа к этапу, своего рода точкой отсчета.
Второй этап начался с первой промышленной революции конца XVIII — начала XIX вв., открывшей эпоху традиционных механизированных технологий. Их вершиной стал конвейер, основывающийся на жесткой системе специализированного оборудования для серийной или массовой сборки сложных стандартизированных изделий, образующего линию. Традиционные технологии предполагали минимизацию вмешательства человека в производственный процесс, применение труда низкой квалификации, экономию на издержках, связанных с поиском, обучением, оплатой труда. Это обеспечивало почти полную не зависимость производственной системы от человека, превратило последнего в ее придаток.
| Генри Форд |
Характерной особенностью, предопределившей путь развития индустриального общества, стал новый способ организации промышленного производства, получивший название массового производства; иногда этот способ производства называют фордизм — по имени Генри Форда, впервые применившего его в 1913 году на своем автомобилестроительном заводе в Детройте. Неотъемлемыми элементами этого способа производства были рационализация, стандартизация и конвейеризация поточного (непрерывного) производства.
При рационализации производства каждую трудовую операцию, выполняемую рабочим, раскладывают на простейшие действия. Затем определяют последовательность действий, приводящую к наиболее быстрому выполнению операций, и затем внедряют в производство. В результате производительность труда значительно возрастает.
Стандартизация деталей и технологических операций позволяет сократить разнообразие трудовых действий, что уменьшает время их выполнения, а также повышает производительность.
Производственный конвейер позволяет еще больше специализировать технологические операции, увеличивая за счет этого производительность производства и снижая себестоимость изготовления продукции.
Авторство идеи конвейера не принадлежит Форду. Впервые движущаяся «демонтажная» линия была применена в самом начале XX века американским мясным магнатом Г. Свифтом для разделки свиных туш. Форд применил идею наоборот — по мере движения по конвейеру остов автомобиля «обрастал» комплектующими деталями.
Приоритетом способа организации массового производства были рост производительности труда при экономии на масштабах производства (т. е. чем быстрее производится продукция, тем ниже ее себестоимость) и выпуск потребителю однотипной, стандартной продукции.
Однако резкое увеличение производительности труда стало создавать определенные проблемы для экономики: массовое производство товаров должно сопровождаться столь же массовым их потреблением. Рынки потребительских товаров перенасытились стандартизованной продукцией и потребительский спрос стал смещаться в сторону эксклюзивной (оригинальной) продукции и товаров, сделанных на заказ.
Столкнувшись с проблемой индивидуализации спроса, большинство промышленных компаний пошло по пути внедрения новых производственных систем .
Автоматическая поточная линия (АПЛ ). АПЛ представляет собой систему машин и автоматов (универсальных, специализированных, многоцелевых), размещенных по ходу производственного процесса, объединенных автоматическими приспособлениями для транспортировки продукции и отходов, накопления заделов, изменения ориентации, управляемыми компьютером. Линии бывают одно- и многопредметными, со штучной и многодетальной обработкой, с непрерывным и прерывистым движением.
Другой формой является гибкая производственная система (ГПС) , которая представляет собой многоцелевое оборудование с числовым программным управлением. Совокупность высокопроизводительного оборудования осуществляющего основной процесс (управление вспомогательных устройств: загрузочных, транспортных, накопительных, контрольно-измерительных, удаления отходов) при помощи информационной подсистемы, объединенной в единый автоматизированный комплекс.
В отличие от одноцелевого оборудования, применявшегося в массовом производстве, многоцелевые машины могут быстро переналаживаться на выпуск новых модификаций и типов продукции. Это позволяет использовать выгоды экономии за счет широты ассортимента , не отказываясь от преимуществ экономии на масштабах производства (объемы производства могут оставаться очень большими). Если говорить образно, то портновский костюм по индивидуальному заказу будет сшит на швейной фабрике — предприятии массового производства.
Широкое внедрение в современной промышленности гибких производственных систем имело своим результатом ассортиментный «взрыв» на мировых рынках. Например, 36 моделей автомобилей, производившихся японской компанией «Тойота» в середине 90-х годов прошлого века, были доступны в четырех (!) модификациях каждая.
Таким образом, мы столкнулись с новым и важным явлением в развитии техносферы, именуемым в специальной литературе постфордизмом. Этот способ организации производственного процесса подразумевает сокращение числа комплектующих и такую их стандартизацию, которая позволяет использовать их не в одном, как было ранее, а в целом ряде изделий. При такой организации производства можно собирать несколько модификаций каждой модели (например, автомобилей, компьютеров, аудиосистем и др.), сочетая узлы различным образом.
При этом отношения головной компании и ее субподрядчиков (поставщиков) строятся на основе новых правил — точно в срок и в точной последовательности, что подразумевает поставку (может быть, с другого конца света) комплектующих изделий на конвейер сборочного предприятия непосредственно в тот момент, когда в них возникает необходимость.
Многочисленные субподрядчики на конвейер монтажного предприятия поставляют не отдельные детали, как в период позднего фордизма, а готовые узлы, да еще в нескольких вариантах (при полной ответственности за их качество). Это позволяет сборочному предприятию производить широкий ассортимент продукции, имея по сравнению с предприятиями старого, фордистского, типа значительно меньшие фонды, меньшее число рабочих и меньшее количество субподрядчиков.
Такое предприятие связано не с интернациональной, а с глобальной системой мирового хозяйства , в результате которой устанавливается всеобъемлющая связь между элементами мирового хозяйства (национальными экономиками и транснациональными корпорациями).
В сфере промышленного производства глобализация выражается, в частности, в том, что во многих отраслях зарубежные филиалы полностью «врастают» в экономику стран-реципиентов, а выпускаемые ими продукты теряют ярко выраженную национальную принадлежность. Поэтому мы чаще видим на маркировке товара не « Made in », a « Made by », т. е. указывается не страна-изготовитель, а название транснациональной компании. Для примера: наверное, сегодня сложно ответить, кто действительный производитель телевизоров воронежской сборки, калининградских автомобилей марки BMW или компьютеров IBM .
Это интересно!
Лень – двигатель прогресса , как бы странно это не звучало. Только подумайте, ведь многие изобретения были придуманы, чтобы облегчить нам жизнь.
В основном, лень является двигателем тогда, когда мы не хотим выполнять многократно повторяющиеся рутинные действия, которые из-за своей методичности вводят человека в состояние убийственной тоски.
Пропадает всяческий интерес к жизни, ведь человек начинает сам себе казаться похожим на робота. Именно тогда, когда все надоедает, и просто в бессилии опускаются руки, и начинает работать самая главная двигающая сила – наша мысль.
Пока мы ленимся, мысль работает. И движется она в том направлении, в котором нужно подумать один раз так, чтобы больше никогда не пришлось работать.
Или, хотя бы минимизировать такую необходимость до нажатия одной кнопки. Вот такой, казалось бы, парадокс и приводит в движение весь мир, провоцируя возникновение новаторских разработок и гениальных идей.
Например, в 1902 году, одна женатая американская пара поехала в путешествие на автомобиле. Во время этой поездки их застал дождь, в результате муж заставил свою жену, Мэри Андерсен, держать окна открытыми, и, высунув голову в окно, сообщать ему обо всех изменениях на дороге.
Ей это не понравилось, и тихая, скромная домохозяйка, спустя год запатентовала одну вещицу, без которой сейчас сложно представить любой современный автомобиль – дворники.
Еще один пример. Один химик-технолог, по имени Виктор Миллз, был обрадован новостью, что стал дедушкой. Однако, каково же было его разочарование, когда его жена заставила его стирать за внуками пеленки, что его совсем не обрадовало.
Когда Миллзу это надоело, он придумал одноразовые подгузники, за что родители по всему миру до сих пор его благодарят.
Еще несколько случаев:
В одной редакции американской газеты работала корректором статей некая Бетти Несмит Гремит. Когда ей надоело в который раз отправлять на доработку статьи на тысячу исправлений, которые нужно было все время перепечатывать, она призадумалась, и результатом ее раздумий стал знаменитый канцелярский товар — «корректор», известный всем офисным работникам, школьникам и студентам своей незаменимостью.
Американец Рэй Томплинсон считается отцом электронной почты, но и к этому его привела все та же лень. Его работа заключалась в том, чтобы переносить по офису документы и информацию на носителях.
Через определенное время ему это надоело, и он, зная, что у всех работников есть компьютеры, создал электронную почту, которую позже стали использовать повсеместно.
Автомат-караоке является выдумкой японца, по имени Иноуэ Дайсукэ, который работал аккомпаниатором в баре. Ему все время нужно было учить множество мелодий, и он создал машину, которая стала играть за него. Хотя лень его и подвела, изобретение он не запатентовал.
Вот поэтому можно сказать, что Лень – двигатель прогресса, в это нужно просто вдуматься, и видеть всю ситуацию с обеих сторон медали.
Генетики в американском Национальном Институте психиатрии нашли препарат, который может избавить человека от гена лени, из-за которого люди ею и страдают. Есть надежда, что ученые остановят свои исследования на приматах, иначе мир не увидит еще стольких прелестей прогресса.
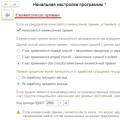
Чтобы пользоваться предварительным просмотром презентаций создайте себе аккаунт (учетную запись) Google и войдите в него: https://accounts.google.com
Подписи к слайдам:
Производство. Виды фирм
Произво́дство: В экономическом смысле - процесс создания разных видов экономического продукта. Понятие производства характеризует специфически человеческий тип обмена веществами с природой, или, более точно, - процесс активного преобразования людьми природных ресурсов с целью создания необходимых материальных условий для своего существования и развития. Один из возможных видов деятельности организации или физического лица, направленный на создание конечного продукта или услуги. Структурированная комбинация факторов производства с целью достижения конечного продукта или услуги. Производственное предприятие также называют «производством». Современное общественное производство включает в себя не только материальное производство, но также и нематериальную сферу - производство нематериальных благ и услуг (новые научные открытия, технические изобретения, народное образование, культура, искусство, здравоохранение, бытовое обслуживание, управление, финансирование и кредитование, спорт и др.). Развитие нематериального производства и сферы услуг в решающей степени зависит от производства материальных благ - его технической оснащённости и величины выработки.
Производство может быть разделено на следующие области (категории): Оборонное производство - производство средств обороны (защиты) от врагов Сельскохозяйственное производство (и его отрасли - лесоводство, скотоводство, рыбоводство и пр.) - разведение животных и растительных продуктов при помощи естественных сил природы; Промышленное производство (добывающая и обрабатывающая промышленность) - переработка сырья в пригодный для потебления человека вид;
Передача произведенного продукта от производителей к потребителям: логистика и торговля
Производство услуг (сфера услуг)
Финансовые услуги: банковская и страховая деятельность
Духовное производство: новые научные открытия, технические изобретения, культура, искусство
Фи́рма - это единица предпринимательской деятельности, оформленная юридически и реализующая собственные интересы посредством производства и продажи товаров и услуг с использованием различных факторов производства. Понятие "фирма" и "предприятие" идентичны, если предприятие является самостоятельным юридическим лицом, реализующим свои экономические интересы.
Самая простая, древняя и распространенная форма хозяйственной организации - индивидуальная (частная) фирма. В российском законодательстве она теперь именуется хозяйственным обществом с единственным участником. Создатель такой фирмы - ее единоличный и полновластный хозяин. Ему никто не может указывать, что он должен делать, и он ни с кем не обязан делиться своей чистой прибылью. Индивидуальные фирмы обычно малы по размерам, так как им не по силам собрать те денежные средства, без которых невозможно создание крупного бизнеса. Действуют такие фирмы чаще всего в сфере торговли и обслуживания, там, где капитал фирмы может быть относительно невелик.
Товарищество В полном товариществе его участники: - занимаются предпринимательской деятельностью от имени товарищества; - несут ответственность по его обязательствам принадлежащим им имуществом; - управляют деятельностью товарищества по общему согласию; - распределяют между собой прибыль и убытки пропорционально доле каждого в общем (складочном) капитале товарищества (например, член товарищества, внесший при его создании 20% складочного капитала, имеет в дальнейшем право на получение и 20% чистой прибыли); - при долгах товарищества отвечают каждый в полной мере, а не пропорционально своей доле в уставном фонде.
1. Что вы понимаете под моральным старением техники и технологий?
2. Как вы думаете, кооперируются ли в изготовлении деталей и узлов... конкурирующие фирмы?
3. Признаете ли вы удачным решение, когда в рядовой конструкции узла используются «свои» детали, например болты, ручки или провода
Мы узнали о новых технологиях, освоенных современным производством. Но ведь меняются не только технологии, меняется и сама организация производства.
Понятие индустриальное общество было введено французским философом К.А. Сен-Симоном в XIX веке для обозначения социума, в котором основным видом хозяйственной деятельности является промышленное производство. Индустриальное общество существовало не всегда. Оно пришло на смену доиндустриальному и просуществовало в промышленно развитых странах с начала XIX века вплоть до конца 60-х годов XX века.
Характерной особенностью, предопределившей путь развития индустриального общества, стал новый способ организации промышленного производства, получивший название массового производства; иногда этот способ производства называют фордизм - по имени Генри Форда, впервые применившего его в 1913 году на своем автомобилестроительном заводе в Детройте. Неотъемлемыми элементами этого способа производства были рационализация, стандартизация и конвейеризация поточного (непрерывного) производства.
При рационализации производства каждую трудовую операцию, выполняемую рабочим, раскладывают на простейшие действия. Затем определяют последовательность действий, приводящую к наиболее быстрому выполнению операций, и затем внедряют в производство. В результате производительность труда значительно возрастает.
Стандартизация деталей и технологических операций позволяет сократить разнообразие трудовых действий, что уменьшает время их выполнения, а также повышает производительность.
Производственный конвейер позволяет еще больше специализировать технологические операции, увеличивая за счет этого производительность производства и снижая себестоимость изготовления продукции.
Авторство идеи конвейера не принадлежит Форду. Впервые движущаяся «демонтажная» линия была применена в самом начале XX века американским мясным магнатом Г. Свифтом для разделки свиных туш. Форд применил идею наоборот - по мере движения по конвейеру остов автомобиля «обрастал» комплектующими деталями.
Приоритетом способа организации массового производства были рост производительности труда при экономии на масштабах производства (т. е. чем быстрее производится продукция, тем ниже ее себестоимость) и выпуск потребителю однотипной, стандартной продукции.
Однако резкое увеличение производительности труда стало создавать определенные проблемы для экономики: массовое производство товаров должно сопровождаться столь же массовым их потреблением. Рынки потребительских товаров перенасытились стандартизованной продукцией и потребительский спрос стал смещаться в сторону эксклюзивной (оригинальной) продукции и товаров, сделанных на заказ.
Столкнувшись с проблемой индивидуализации спроса, большинство промышленных компаний пошло по пути внедрения гибких производственных систем, основу которых составляет многоцелевое оборудование с числовым программным управлением. Суть нового метода в следующем.
В отличие от одноцелевого оборудования, применявшегося в массовом производстве, многоцелевые машины могут быстро переналаживаться на выпуск новых модификаций и типов продукции. Это позволяет использовать выгоды экономии за счет широты ассортимента, не отказываясь от преимуществ экономии на масштабах производства (объемы производства могут оставаться очень большими). Если говорить образно, то портновский костюм по индивидуальному заказу будет сшит на швейной фабрике - предприятии массового производства.
Широкое внедрение в современной промышленности гибких производственных систем имело своим результатом ассортиментный «взрыв» на мировых рынках. Например, 36 моделей автомобилей, производившихся японской компанией «Тойота» в середине 90-х годов прошлого века, были доступны в четырех (!) модификациях каждая.
Таким образом, мы столкнулись с новым и важным явлением в развитии техносферы, именуемым в специальной литературе постфордизмом. Этот способ организации производственного процесса подразумевает сокращение числа комплектующих и такую их стандартизацию, которая позволяет использовать их не в одном, как было ранее, а в целом ряде изделий. При такой организации производства можно собирать несколько модификаций каждой модели (например, автомобилей, компьютеров, аудиосистем и др.), сочетая узлы различным образом.
При этом отношения головной компании и ее субподрядчиков (поставщиков) строятся на основе новых правил - точно в срок и в точной последовательности, что подразумевает поставку (может быть, с другого конца света) комплектующих изделий на конвейер сборочного предприятия непосредственно в тот момент, когда в них возникает необходимость.
Многочисленные субподрядчики на конвейер монтажного предприятия поставляют не отдельные детали, как в период позднего фордизма, а готовые узлы, да еще в нескольких вариантах (при полной ответственности за их качество). Это позволяет сборочному предприятию производить широкий ассортимент продукции, имея по сравнению с предприятиями старого, фордистского, типа значительно меньшие фонды, меньшее число рабочих и меньшее количество субподрядчиков.
Такое предприятие связано не с интернациональной, а с глобальной системой мирового хозяйства, в результате которой устанавливается всеобъемлющая связь между элементами мирового хозяйства (национальными экономиками и транснациональными корпорациями).
В сфере промышленного производства глобализация выражается, в частности, в том, что во многих отраслях зарубежные филиалы полностью «врастают» в экономику стран-реципиентов, а выпускаемые ими продукты теряют ярко выраженную национальную принадлежность. Поэтому мы чаще видим на маркировке товара не «Made in», a «Made by», т. е. указывается не страна-изготовитель, а название транснациональной компании. Для примера: наверное, сегодня сложно ответить, кто действительный производитель телевизоров воронежской сборки, калининградских автомобилей марки BMW или компьютеров IBM.
Тема: Новые принципы организации современного производства .
Цель: Ознакомить с путями развития современного индустриального производства
Время: 1 час
Тип урока: комбинированный
ХОД УРОКА
I. Организационный момент
II. Повторение пройденного материала.
1. Рассказ темы урока.
Главная задача организации производственного процесса заключается в рациональном сочетании всего множества работ, выполняемых на рабочих местах в подразделениях и на участках предприятия. Решить эту задачу можно в том случае, если осуществлять организацию производства по строгому плану с соблюдением ряда обязательных принципов.
Принципы организации производства могут быть классифицированы на основные, которые обязательные при организации любого производственного процесса, и дополнительные, зависящие от уровня технического развития и степени взаимодействия производственной организации с внешней средой.
К основным принципам организации производства относятся: специализация, пропорциональность, параллельность, непрерывность, прямоточность и ритмичность.
Дополнительными принципами организации производства являются: автоматичность, гибкость, комплексность, надежность и экологичность.
Рассмотрим названные принципы в отдельности.
— Принцип специализации означает, что все подразделения предприятия (цехи и участки) в максимально возможной степени должны быть специализированы на выполнении отдельных работ, входящих в общий комплекс изготовления готового изделия (производства автомобиля, постройки судна, выпечки хлебобулочной продукции и т. д.).
— Принцип пропорциональности требует, чтобы все подразделения предприятия и участки цеха по своей пропускной способности (мощности) были равны или пропорциональны друг другу.
Пропорциональность в организации производства предполагает соответствие пропускной способности (относительной производительности в единицу времени) всех подразделений предприятия – цехов, участков, отдельных рабочих мест по выпуску готовой продукции. Степень пропорциональности производства может быть охарактеризована величиной отклонения пропускной способности (мощности) каждого технологического передела от запланированной величины выпуска продукции.
Пропорциональность производства исключает перегрузку одних paбочих мест, то есть возникновение узких мест, и недоиспользование мощностей в других звеньях и является предпосылкой равномерной работы предприятия, то есть обеспечивает бесперебойный ход производства.
Фундаментом соблюдения пропорциональности является правильное проектирование предприятия, оптимальное сочетание основных и вспомогательных производственных звеньев. Однако при современных темпах обновления производства, быстрой сменяемости номенклатуры производимой продукции и сложной кооперации производственных звеньев задача поддержания пропорциональности производства становится постоянной. С изменением производства меняются взаимоотношения между производственными звеньями, загрузка отдельных переделов. Перевооружение определенных подразделений производства изменяет установившиеся пропорции в производстве и требует повышения мощности смежных участков.
III. Итог урока
1. Закрепление темы урока.