După finalizarea cu succes a testelor funcționale ale unui nou produs, multe firme efectuează teste de piață (probă de marketing). Problema efectuării testelor de piață a produselor noi depinde de mulți factori, dintre care principalii sunt următorii:
- scopurile si resursele firmei;
- tipul mărfurilor, volumul preconizat de producție și tipul pieței;
- gradul de fiabilitate al informațiilor și cercetării de marketing;
- gradul de încredere al companiei în succesul competitiv al unui produs nou pe piață;
- politica companiei in raport cu riscul;
- evaluarea întârzierii unei game complete de lucrări privind crearea și dezvoltarea unui nou produs.
Rezolvarea întrebărilor despre efectuarea (sau neefectuarea) a testelor de piață, precum și decizia asupra documentației de proiectare (prototip, producție în serie) și în ce producție (pilot sau în serie) va fi realizat un lot pilot al unui produs nou pentru comercializarea de probă și dacă suspendarea sau continuarea lucrărilor de pregătire a producției înainte de obținerea rezultatelor testelor de piață, depinde de condițiile specifice ale firmei, de obiectivele, resursele, metodele și politicile de lucru ale acesteia.
Obiectivul încercărilor de piață- testarea produsului în condiții reale de utilizare, identificarea opiniilor, comentariilor consumatorilor și lucrătorilor din comerț cu privire la particularitățile utilizării sale și problemele de vânzare, precum și determinarea dimensiunii pieței și prognoza generală a vânzărilor, i.e. program de producție.
Testarea de piață oferă managementului informațiile necesare pentru a lua o decizie finală cu privire la fezabilitatea lansării unui nou produs. Dacă o firmă începe să implementeze producția comercială, va trebui să o facă cheltuieli grele la sfârșitul pregătirii producției, costul construcției de capital și dezvoltarea producției, costul canalelor de distribuție și promovarea vânzărilor de bunuri noi. În același timp, ea trebuie să rezolve următoarele întrebări principale - când, unde, cui și cum să vândă produs nou.
CÂND. Prima decizie se ia cu privire la oportunitatea lansării pe piață a unui nou produs. Dacă un produs nou perturbă distribuția altor produse similare în firmă sau dacă pot fi aduse îmbunătățiri suplimentare designului său, atunci lansarea noului produs este probabil să fie întârziată.
UNDE. Se ia decizia de a vinde un produs pe piete geografice specifice sau la scara nationala sau internationala. În lipsa unei încrederi suficiente în succes, a fondurilor și oportunităților necesare pentru a intra pe piața națională cu un produs nou, se stabilește un orar de dezvoltare secvențială a piețelor.
LA CARE. Sunt selectate piețele cele mai profitabile din grupul celor în curs de dezvoltare, iar pentru dezvoltarea lor se concentrează eforturile de stimulare a vânzărilor.
CUM. Se elaborează un plan de acțiune pentru introducerea consecventă a unui nou produs pe piețe (plan de marketing).
Răspunsurile la aceste întrebări, simple ca formă, dar de natură extrem de complexă, au un impact asupra cursului ulterioar de pregătire pentru producția și dezvoltarea industrială de noi bunuri, deoarece determină:
- capacitatea de productie a firmei;
- tip de productie;
- structura de productie;
- program de productie pe ani.
Pregătirea proiectării producției la fabrică este partea finală a punctului de control. Scopul instruirii în proiectare producție în serie- să adapteze documentația de proiectare a ROC la condițiile unei producții de serie specifice a producătorului. De regulă, documentația de proiectare a ROC ia deja în considerare capacitățile de producție și tehnologice ale producătorilor, dar condițiile de producție pilot și de serie au diferențe semnificative, ceea ce duce la necesitatea revizuirii parțiale sau chiar complete a documentației de proiectare a ROC.
Punctul de control este produs de departamentul proiectantului șef al fabricii în serie (OGK) sau departamentul de serie al institutului de cercetare, SKB, OKB în conformitate cu regulile " Sistem unificat documentația de proiectare „(ESKD).
În procesul punctului de control, dezvoltatorii, în limitele maxime admise, trebuie să țină cont de condițiile specifice de producție ale producătorului:
- disponibilitatea unor piese și unități de asamblare unificate, standard, fabricate de întreprindere sau întreprinderi afiliate;
- mijloacele disponibile de echipare tehnologică și control;
- echipamente tehnologice si non-standard disponibile, vehicule etc.
Domeniul lucrărilor pentru pregătirea proiectării producției producătorului:
1. Obținerea documentației de proiectare de la dezvoltator.
2. Verificarea completității documentației.
3. Efectuarea modificărilor în conformitate cu caracteristicile producătorului.
4. Efectuarea modificărilor pe baza rezultatelor testării structurii pentru fabricabilitate.
5. Introducerea de modificări pe baza rezultatelor pregătirii tehnologice a producției.
6. Suport tehnic pentru fabricarea unui lot pilot de produse.
7. Efectuarea de modificări la documentația de proiectare pe baza rezultatelor producerii unui lot pilot.
8. Atribuirea documentației literei O 2 pentru fabricarea seriei de instalații.
9. Suport tehnic pentru fabricarea seriei de instalații.
10. Traducerea documentației în litera A pentru producția de serie stabilită.
11. Eliberarea de reparații, export și alte documente.
12. Suport tehnic pentru producția de serie.
În prezent, un loc tot mai mare în activitatea punctului de control este dobândit prin metode de proiectare asistată de calculator și crearea documentelor de proiectare (CAD).
Sarcina CCI este de a asigura pregătirea tehnologică deplină a companiei pentru producerea de noi produse cu indicatorii tehnici și economici specificați (nivel tehnic ridicat, manopera, precum și cu costuri minime de muncă și materiale la un nivel tehnic specific de întreprinderea şi volumele de producţie planificate).
În procesul CCI, sunt rezolvate următoarele sarcini principale:
- testarea produsului pentru fabricabilitate;
- dezvoltarea rutelor si proceselor tehnologice;
- dezvoltarea echipamentelor tehnologice speciale;
- echipamente tehnologice de productie;
- suport tehnic pentru fabricarea unui lot pilot, a unei serie de instalații și a unei producții în serie stabilite.
Datele inițiale pentru CCI sunt:
1) un set complet de documentație de proiectare pentru un produs nou;
2) volumul maxim anual de producție cu stăpânire deplină a producției, ținând cont de fabricarea pieselor de schimb și a consumabilelor prin cooperare;
3) timpul estimat de eliberare a produselor și volumul de eliberare pe ani, ținând cont de sezonalitate;
4) modul de funcționare planificat al întreprinderii (numărul de schimburi, durata saptamana de lucru);
5) factorul de sarcină planificat al echipamentelor producției principale și strategia de reparații a întreprinderii;
6) livrările cooperative planificate către întreprindere de piese, unități de semifabricate și întreprinderi furnizori;
7) livrări planificate către companie de produse standard și companii furnizori;
8) prețurile estimate de piață ale bunurilor noi pe baza strategiei de preț a întreprinderii și a obiectivelor acesteia;
9) strategia adoptată în raport cu riscul (în ceea ce privește disponibilitatea echipamentelor redundante);
10) politica sociologiei muncii a întreprinderii.
Pregătirea tehnologică a producției este reglementată de standardele „Sistemului unificat de pregătire tehnologică a producției” (ESTPP).
|
planificarea CCI |
Prognoza, planificarea si modelarea CCI |
Departamentul de planificare a pregătirii producției (PPPP) |
|
Testarea designului pentru fabricabilitate |
Dezvoltarea designului produsului, unităților de asamblare pentru fabricabilitate Participarea la fabricarea unui prototip |
Departamente specialiști șefi(OGT, OGS, OGMet etc.), OGK |
|
Design tehnologic |
Repartizarea nomenclatorului pieselor și ansamblurilor între ateliere și divizii ale întreprinderii |
|
|
Dezvoltarea rutelor tehnologice pentru deplasarea instalațiilor de producție |
||
|
Dezvoltarea proceselor tehnice pentru fabricarea și controlul pieselor, asamblarea și testarea și alte documentații tehnologice |
Departamente de specialiști șefi (OGT, OGS, OGMet etc.) |
|
|
Tipificarea proceselor tehnologice, dezvoltarea proceselor de bază și de grup |
||
|
Studiu de fezabilitate procese tehnologice |
Departamente de specialitate șef, Departamentul Economie |
|
|
Alegerea echipamentelor |
Selectarea și justificarea echipamentelor universale, speciale, agregate și non-standard Emiterea de sarcini pentru proiectarea acestui echipament, precum și pentru proiectarea de linii și complexe flexibile automate, automate, robotizate, transportoare, vehicule etc. |
Departamente de specialiști șefi |
|
Selecția și proiectarea tehnologică a sculelor |
Selectarea echipamentelor speciale, universale și standardizate necesare Proiectarea (proiectarea tehnologică) a sculelor |
Departamentele tehnologice și de proiectare ale specialiștilor șefi |
|
Studii de fezabilitate pentru selectarea și utilizarea sculelor |
Departamentul economic |
|
|
Raționalizarea |
Stabilirea standardelor tehnice operaționale pentru timpul tuturor proceselor tehnologice. |
Departamentul Muncii și Salariilor (OT și Z). |
Dezvoltarea produselor pentru fabricabilitate
Raționalitatea tehnologică se caracterizează prin:
- intensitatea muncii în producție;
- consumul specific de material;
- factorul de utilizare a materialului;
- cost tehnologic;
- consumul specific de energie pentru fabricarea produsului;
- intensitatea specifică a muncii de pregătire a produsului pentru exploatare;
- coeficientul de aplicabilitate material;
- coeficientul de aplicare al proceselor tehnologice de grup și tipice etc.
1) coeficientul de aplicabilitate
K pr = (m - m op) / m,
unde m este numărul total de dimensiuni standard (nume) ale pieselor (elemente, microcircuite etc.); m op - numărul de piese originale;
2) factor de repetabilitate
unde m despre - numărul total de părți;
3) coeficientul de unificare
unde m y este numărul de piese standard unificate și împrumutate produse de întreprinderile din industrie;
4) factor de standardizare
unde m st este numărul de piese standard.
Este mai corect să se calculeze coeficienții K pr, K p, K y, K st folosind intensitatea muncii elementelor produsului.
Selectarea variantei optime a procesului tehnologic
În diferite versiuni de procese tehnologice pentru fabricarea de produse noi, pot fi utilizate o varietate de semifabricate, echipamente, echipamente tehnologice etc., ceea ce duce la intensitate diferită a muncii, productivitate și utilizarea lucrătorilor de diferite calificări. Principalele criterii de alegere a procesului tehnologic optim sunt costul și productivitatea. Pentru a simplifica calculele, se folosește costul tehnologic, care face parte din costul total și ia în considerare costurile în funcție de versiunea procesului tehnologic:
 ,
,
unde З т - costul tehnologic; - costuri variabile condiționat pentru o parte (produs); - costuri fixate conditionat pentru programul anual; Q este programul anual de lansare.
Pentru a selecta versiunea optimă a procesului tehnic, de ex. pentru o evaluare comparativă nu este necesar să se facă un calcul articol cu articol al tuturor articolelor de cost incluse în prețul de cost, ci este suficient să se analizeze doar costurile care se modifică odată cu modificarea procesului tehnologic. Nu are sens să se calculeze și să includă în costul prime costurile care nu se modifică la modificarea variantei de proces, întrucât la determinarea valorii absolute a economiilor realizate la utilizarea unei variante mai profitabile, aceiași termeni de cost primar se anihilează reciproc. .
Compararea opțiunilor pentru procesul tehnologic la cost se realizează după cum urmează.
Costul tehnologic pentru varianta 1 este
![]() ,
,
iar pentru varianta 2 este
![]() .
.
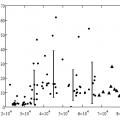
Grafic opțiunile 1 și 2 pot fi reprezentate prin linii drepte (Fig. 28).

Orez. 28. Program de evaluare comparativă a două opțiuni ale procesului tehnologic
Punctul A de intersecție a acestor drepte determină numărul critic de părți Q cr, la care ambele opțiuni vor fi echivalente, adică.

Dacă volumul producției este mai mic decât cel critic, opțiunea 1 va fi mai economică, iar dacă numărul de produse este mai mare decât cel critic, varianta 2 va fi mai economică.
Alegerea celei mai economice opțiuni de implementare a procesului tehnologic din numeroasele metode posibile de fabricare a produselor ar trebui, în general, să fie efectuată la minimum costurile reduse, care sunt luate drept criteriu de optimitate. Totuși, pentru a compara variantele proceselor tehnologice, în multe cazuri este suficient să ne restrângem la calculul costului de producție tehnologic.
Prin urmare, în viitor, nu costurile complete reduse sunt utilizate ca funcție de preț, ci suma minimă
unde este costul tehnologic al producției anuale conform opțiunii de fabricație; E n - factor de eficienţă; K i - investiție de capital care se schimbă la schimbarea variantei procesului tehnologic.
Luați în considerare un studiu de fezabilitate opțiuni posibile pe exemplul fabricării de microcircuite semiconductoare.
O secvență tipică extinsă a procesului tehnologic de fabricare a microcircuitelor semiconductoare include nouă operații de bază (tratare chimică, oxidare, fotolitografie, difuzie, separarea plachetelor în cristale, instalarea unui cristal într-o carcasă, conectarea cablurilor, etanșarea și testarea) , fiecare dintre acestea putând fi realizat în 3 - 7 moduri...
Chiar și combinarea proceselor pe grupuri de operațiuni oferă o idee despre multivarianța procesului tehnologic de fabricare a microcircuitelor. Pe lângă metodele de implementare a fiecărei operațiuni în condiții reale de dezvoltare și producție, trebuie să se țină cont și să se aleagă: metode de izolare a componentelor circuitului, metode tehnologice, gradul de integrare a dispozitivului, precum și rezolvarea multor alte proiecte și probleme tehnologice.
Implementarea fiecărei metode la o anumită operațiune presupune costuri diferite pentru materialele de bază și componentele M ij, pentru principale salariile L ij, deducerile de amortizare A ij, costurile de capital K ij și conduce la atingerea unor niveluri diferite ale factorului de randament P ij.
Este convenabil să se prezinte datele inițiale enumerate pe grupuri de operațiuni sub forma unei matrice a indicatorilor de operare.
Datorită complexității analizei, întregul set de operațiuni ale procesului tehnologic este împărțit în trei etape majore și anume: prelucrarea, asamblarea și testarea produselor.
Limităm, de asemenea, numărul de moduri posibile de a efectua fiecare etapă la trei. Rezultatul este o matrice extinsă de indicatori ai etapelor procesului de fabricație a produselor, prezentate în tabel. 9.2.
Calculul se reduce la faptul că dintr-un set dat de modalități posibile de realizare a etapelor procesului, alegeți o opțiune rațională de desfășurare a întregului proces tehnologic care să satisfacă minimul unei anumite funcții obiective.
Căutarea unei versiuni raționale a procesului tehnologic se realizează pe computere folosind software specializat.
Tabelul 9.2
Matricea indicatorilor etapelor procesului tehnologic
|
Opțiuni pentru efectuarea unui grup de operații |
|||
|
Tratament |
M 11 L 11 P 11 |
M 12 L 12 P 12 |
M 13 L 13 P 13 |
|
M 21 L 21 P 21 |
M 22 L 22 P 22 |
M 23 L 23 P 23 |
|
|
Teste (măsurători) |
M 31 L 31 P 31 |
M 32 L 32 P 32 |
M 33 L 33 P 33 |
Funcții de pregătire organizatorică a producției:
1) planificat (inclusiv calcule de pre-producție progresul producției, încărcarea echipamentelor, mișcarea fluxurilor de materiale, eliberarea în stadiul de dezvoltare);
2) furnizarea (personal, echipamente, materiale, semifabricate, resurse financiare);
3) proiectare (proiectare site-uri și ateliere, amenajarea echipamentelor).
În procesul de pregătire organizatorică a producției se folosesc proiectarea, documentația tehnologică și datele pentru pregătirea tehnologică a producției (Secțiunea 9.3). Principalele etape ale PPP, conținutul și performanții acestora sunt prezentate în tabel. 9.3.
Tabelul 9.3
Etapele PPP și conținutul acestora
|
Etapele și conținutul activității PPP |
Interpreți |
|
Planificarea si modelarea proceselor PPP |
Departamentul de planificare a pregătirii producției (PPPP) |
|
Fabricarea echipamentelor tehnologice si de control speciale |
Departamentul de management al sculelor (OII) Magazine de scule |
|
Calcule ale numărului și gamei de echipamente suplimentare, pregătirea comenzilor și plasarea comenzilor pentru echipamente |
CDP (biroul de capacitate) OKS (sau OMTS) |
Calcule ale mișcării pieselor și cursului producției viitoare; calculele liniilor de producție; încărcarea locurilor de muncă; calcule ale standardelor de planificare operațională, cicluri, dimensiuni ale loturilor, restanțe |
Departamentul de planificare a expedierii (PDO) Departamente de specialiști șefi (OGT, OGS, OGMet etc.) |
|
Planificarea activității atelierelor și serviciilor auxiliare, precum și a departamentelor de service |
OIH, departamentul mecanic șef (OGM), departamentul inginer șef energetic (OGE), departamentul transport, managementul depozitului |
|
Calcule și proiectare de amenajări ale echipamentelor și locurilor de muncă, formarea site-urilor de producție |
Departamente de specialiști șefi (OGT, OGS, OGMet etc.); OOT și Z |
|
Proiectare și selecție de transport interoperațional, containere, echipamente organizatorice și echipament auxiliar; pregătirea comenzilor și plasarea comenzilor |
Departamentul de echipamente non-standard (ONO) sau departamentul de mecanizare și automatizare (OMA) Departamente de specialiști șefi (OGT, OGS, OGMet etc.), OMTS |
|
Fabricarea de mijloace de transport, ambalaje, echipamente de birou și alte echipamente auxiliare |
Ateliere de producție auxiliară, OMA |
|
Recepția, asamblarea și amplasarea echipamentelor principale, auxiliare, mijloacelor de transport și a echipamentelor de birou la locurile de muncă |
OGM, OGE, OMA, magazine de producție auxiliară |
|
Furnizare de materiale, semifabricate, piese și ansambluri obținute prin cooperare |
OMTS, Departamentul de Cooperare Externă (OVK), Departamentul de Achiziții (OKP) |
|
Instruire si personal |
Departamentul de personal (OK), departamentul de pregătire a personalului (MIC), CBO și Z |
|
Organizarea producției de loturi pilot și pilot; reducerea producției de produse vechi și implementarea producției de produse noi |
Ateliere de productie, departamente de specialişti şefi |
|
Determinarea costului și prețului produselor |
PEO, departament de marketing |
|
Pregătirea asigurării circulației mărfurilor, distribuirea de noi produse și promovarea vânzărilor |
Departamentul de marketing |
Etapa inițială a stăpânirii lansării de noi produse este caracterizată de costuri crescute. Motivul pentru aceasta poate fi explicat următorii factori:
- un volum mic de producție, căruia îi sunt distribuite costurile fixate condiționat asociate dezvoltării;
- creșterea intensității forței de muncă și a intensității mașini-unelte a producției (datorită depanării treptate a echipamentelor, echipamentului incomplet al proceselor tehnice cu echipamente și scule speciale, experiență insuficientă a muncitorilor și inginerilor);
- un număr mare de schimbări de echipamente;
- mărirea căsătoriei;
- costurile de instruire a personalului;
- plăți suplimentare până la nivelul mediu de salariu în perioada de dezvoltare etc.
Pe măsură ce volumul producției de produse noi crește, costurile scad. Modalitati posibile creșterea eficienței producției în stadiul de dezvoltare sunt prezentate în Fig. 29.

Orez. 29. Principalele direcţii de obţinere efect economicîn procesul de stăpânire a noilor produse
Minimizarea pierderilor este strâns legată de caracteristica creșterii producției, care, la rândul său, depinde de reducerea intensității muncii a produsului în procesul de dezvoltare. Pentru fiecare întreprindere specifică, care se caracterizează prin lansarea unui anumit tip de produs, un anumit nivel de tehnologie, organizare, este posibilă stabilirea unei corelații între producția totală și intensitatea muncii acesteia pe baza datelor statistice privind evoluția producției. de produse similare. O relație similară poate fi stabilită pentru producția totală și costul:
unde Z i este costul sau intensitatea forței de muncă a Q i --lea produs de la începutul producției; З 1 (a) - costul sau intensitatea forței de muncă pentru fabricarea primului produs, de la care se ia în considerare începutul dezvoltării; Q i (x) - număr de serie produse de la începutul producției; b este un indicator care caracterizează abruptul curbei de dezvoltare (0,05-0,75) pentru o întreprindere dată.
Indicatorul b și coeficientul de dezvoltare Кos sunt interconectate prin dependență
b = log K oc / log 2.
Practica arată că pentru întreprinderile de fabricare a instrumentelor K os se află în intervalul 0,7 - 0,9. Valorile Kos și indicele b depind de factorii:
- tehnic (constructiv, minuțiozitatea încercărilor etc.);
- tehnologic;
- material si tehnic;
- organizatoric;
- subiectiv.
În fig. 30 prezintă curbele de dezvoltare corespunzătoare coeficienților K os = 0,9, K os = 0,8, K os = 0,7 pentru costurile variabile condiționat. Cu cât K os este mai mic (și, în consecință, cu atât indicatorul b este mai mare), cu atât sunt mai mari pierderile suportate de întreprindere în stadiul de dezvoltare.

Orez. 30. Modificarea costurilor pe unitatea de producție în procesul de dezvoltare
După cum se poate observa din secțiunile anterioare, pregătirea producției este un proces complex format din mai multe etape și etape. Deciziile luate în fiecare dintre aceste etape afectează etapele ulterioare și eficacitatea generală a cercetării și dezvoltării. Toate acestea fac posibilă planificarea internă end-to-end. ciclu de viață produse. Pregătirea producției este acea etapă a ciclului de viață al produsului în care aceste circumstanțe devin decisive. În sect. 8.5 S-a subliniat importanța critică a reducerii timpilor de cercetare și dezvoltare și de pre-producție. Una dintre metodele de realizare a acestui lucru este paralelizarea maximă a proceselor de dezvoltare și pregătire a producției. Una dintre exemplele de realizare a acestuia este prezentată în tabel. 9.4. Desigur, pentru anumite ROC astfel de alinieri necesită ajustări adecvate.
Tabelul 9.4
Repartizarea muncii pe puncte de control, CCI și PPP în diferite stadii de dezvoltare (aproximativ)
|
Etapele TOC |
Punct de control |
CCI |
OPP |
|
TK pentru ROC |
Întocmirea unui set de documente necesare dezvoltării |
Determinarea indicatorilor de bază ai fabricabilității. |
|
|
Propunere tehnică |
Calcule preliminare și clarificarea cerințelor TK |
Suport metrologic pentru dezvoltare și producție. |
Elaborarea unui proiect pentru un program cuprinzător de activități pentru pregătirea producției (KGMP). |
|
Elaborarea unui set de documente |
Testarea designului pentru fabricabilitate cu participarea producătorului. |
Coordonarea KGMP. |
|
|
Proiect tehnic |
Elaborarea documentației de proiectare pentru tachelaj special, echipamente tehnologice, mijloace de control și testare a unui prototip. |
Determinarea gamei de procese tehnologice de dezvoltat în raport cu condiţiile producţiei de masă. |
Aprobare KGMP. |
|
Proiectarea detaliată, fabricarea și testarea unui prototip |
Elaborarea unui set de documente. |
Testarea designului pentru fabricabilitate. |
Plasarea comenzilor pentru materiale si componente. |
|
Elaborarea documentației pe baza rezultatelor testelor prototipului |
Set documente deșeuri |
Clarificarea setului de documentații tehnologice pentru condițiile de producție în lot |
Elaborarea standardelor de consum si intocmirea devizelor standard si planificate de cost ale produsului |
|
Pre productie |
Asistență tehnică producătorului de la dezvoltator în pregătirea producției. |
Lucrează la dezvoltarea de noi procese tehnice |
Fabricarea sculelor în volumul producției de serie. |
Pregătirea pentru producție la uzina de producție în serie este partea finală a procesului de inovare, mai ales dacă lansarea produsului pe piață este pregătită prin marketing de probă. Practic, toate serviciile fabricii sunt implicate în pregătirea producției. Informațiile de intrare pentru o astfel de pregătire sunt disponibilitatea unui set complet de documentație de proiectare și o evaluare de marketing a programului de producție pentru un produs nou. În plus, pregătirea producției trece prin următoarele etape:
- finalizarea pregătirii proiectării pentru producție;
- pregatirea tehnologica a productiei;
- pregatirea organizatorica a productiei.
Aceste etape se desfășoară în mare parte în paralel în următoarele direcții principale (înainte de începerea producției unui lot pilot la întreprindere de exploatare):
- asigurarea cu documentatie de proiectare;
- dezvoltarea unui program de productie;
- elaborarea documentatiei tehnologice;
- dotarea atelierelor cu tachelaj si utilaje speciale;
- calculul prețurilor și încheierea contractelor;
- furnizarea de materiale si produse achizitionate;
- suport metrologic al productiei;
- planificarea operațională și a producției;
- asigurarea de muncitori.
Un grafic de rețea simplificat aproximativ (nu un grafic!) Al pregătirii producției este prezentat în Anexa 1.
| Anterior |
Material furnizat de site ( E-bibliotecă literatura economică și de afaceri)
Sub pregătirea tehnică a producţiei este înțeles ca un complex de aspecte tehnice, organizatorice și activitati economice asigurarea creării și dezvoltării producției extinse de produse noi la o scară dată.
Pregătirea tehnică a producției include :
1) crearea de noi și îmbunătățirea tipurilor de produse stăpânite anterior;
2) proiectarea de noi și îmbunătățirea proceselor tehnologice existente;
3) introducerea de noi tipuri de produse și procese tehnologice în producția industrială;
4) organizarea si planificarea lucrarilor de pregatire tehnica a productiei.
Pregătirea tehnică constă în mai multe etape:
* proiectare și inginerie;
* tehnologic;
* pregătire organizatorică și economică;
* dezvoltarea industrială a produselor noi.
Aceste etape de pregătire a producției sunt interconectate dialectic în procesul de proiectare, dezvoltare și stăpânire a producției de noi produse.
Proiectare și pregătire inginerească a producției (SCP) include proiectarea de noi produse și modernizarea celor produse anterior, precum și dezvoltarea unui proiect de reconstrucție și reechipare a unei întreprinderi sau a diviziilor sale individuale.
Conținutul și domeniul de aplicare al SCP depind în principal de scopul implementării acestuia (modernizarea produselor existente sau dezvoltarea de noi produse), tipul de producție, complexitatea și natura produsului.
Rezultatele pregătirii de proiectare și inginerie sunt întocmite sub formă de documentație tehnică - desene, formulări de produse chimice, specificații de materiale, piese și ansambluri, mostre produse terminate si etc.
Principalele etape de proiectare și pregătire inginerească a producției pentru dezvoltarea de noi și modernizarea produselor fabricate sunt:
1. dezvoltare termeni de referinta;
2. elaborarea unei propuneri tehnice;
3. întocmirea unui proiect de proiect;
4. elaborarea unui proiect tehnic;
5. elaborarea documentației de lucru pentru prototipuri, serii de instalare pentru producție în serie sau în masă.
Pregătirea tehnologică a producției CCI este un set de procese interconectate care asigură pregătirea tehnologică a unei întreprinderi de a produce produse cu un anumit nivel de calitate la un timp, volum de producție și costuri specificate.
Sarcina principală a CCI este proiectarea unor metode raționale și progresive de fabricare a produselor pentru lansarea lor în cel mai scurt timp posibil și cu costuri minime.
Principalul conținutul CCI- selectarea semifabricatelor, selectarea proceselor tehnologice tipice; secvențiere și proiectare de conținut operațiuni tehnologice; selectarea mijloacelor de mecanizare și automatizare a proceselor tehnologice; proiectarea și fabricarea de noi mijloace de echipamente tehnologice pentru producție; proiectarea amenajării site-urilor de producție; înregistrarea documentației de lucru pentru procesele tehnologice; introducerea proceselor tehnologice.
Formare organizatorica si economica (OEPP) producția este un set de măsuri pentru a asigura procesul de producție de produse noi cu tot ce este necesar, precum și organizarea și planificarea pregătirii tehnice a producției.
Prima direcție prevede, în conformitate cu procesul tehnologic, determinarea nevoii întreprinderii de echipamente suplimentare, forță de muncă, materiale și resurse de combustibil și energie; asigurarea directă a producției de produse noi cu echipamentele, uneltele, dispozitivele necesare; restructurarea producției și, dacă este necesar, structura organizationala, Sistem informatic; formarea, recalificarea si formarea avansata a personalului, inregistrarea relatiilor contractuale cu furnizorii si consumatorii de produse etc.
În această etapă se rezolvă problemele de specializare și cooperare a atelierelor, se proiectează organizarea locurilor de muncă de deservire, organizarea instalațiilor de reparații, instrumentale, energetice, de transport și depozitare, sunt necesare standardele materiale, de muncă, financiare, de programare. calculat, se elaborează un sistem de planificare operațională a producției și de management al producției, precum și sistemul de salarizare a lucrătorilor.
În această etapă, sunt dezvoltate estimări de costuri planificate și lanțuri pentru produse noi și este determinată eficiența economică a acestuia.
A doua direcție a OEPP se desfășoară pe baza planurilor pe termen lung și anuale pentru activități de cercetare și dezvoltare (R&D) și introducerea în producție a realizărilor păianjenilor și tehnologiei.
Principalele etape ale CCI sunt:
- 1) dezvoltarea proceselor tehnologice;
- 2) proiectarea echipamentelor tehnologice și a echipamentelor nestandard;
- 3) fabricarea echipamentelor tehnologice (unelte și echipamente nestandard);
- 4) verificarea și depanarea tehnologiei proiectate și a echipamentelor tehnologice fabricate.
În prima etapă, se realizează alegerea metodelor raționale de fabricare a pieselor și a unităților de asamblare, dezvoltarea de noi procese tehnologice. Această lucrare se desfășoară pe baza: desene pentru un produs nou proiectat, GOST, standarde industriale și din fabrică pentru materiale, unelte, precum și toleranțe și toleranțe, cărți de referință și tabele normative pentru selectarea modurilor de tăiere, dimensiunea planificată de lansare a produsului.
- - selectarea tipului de semifabricate;
- - dezvoltarea rutelor interdepartamentale;
- - determinarea succesiunii si continutului operatiilor tehnologice;
- - determinarea, selectarea si comandarea echipamentelor tehnologice;
- - stabilirea ordinii, metodelor si mijloacelor de control tehnic al calitatii;
- - numirea si calculul conditiilor de taiere;
- - reglementare tehnică operațiuni proces de producție;
- - definițiile profesiilor și calificărilor artiștilor interpreți;
- - organizarea locurilor de productie (linii de productie);
- - formarea documentaţiei de lucru pentru procesele tehnologice în conformitate cu ECTP.
În a doua etapă a CCI, în primul rând, ei proiectează proiecte de modele, ștampile, dispozitive, unelte speciale și echipamente nestandard, iar în al doilea rând, dezvoltă un proces tehnologic pentru fabricarea echipamentelor tehnologice, care ar trebui să fie suficient de universal, dar in acelasi timp progresiv, perfect si asigurand calitate inalta a pieselor fabricate.
Dezvoltarea designurilor de scule industriale este realizată de birourile de scule și design de scule în strânsă cooperare cu tehnologii care proiectează procese tehnologice pentru prelucrarea pieselor unui produs nou.
La a treia etapă, Camera de Comerț și Industrie produce toate sculele și echipamentele nestandard. Aceasta este partea cea mai intensivă în muncă a pregătirii tehnologice (60 - 80% din forță de muncă și fonduri din volumul total al Camerei de Comerț și Industrie). Prin urmare, de regulă, aceste lucrări se desfășoară treptat, limitându-se, la început, la dotarea minimă necesară de primă necesitate, iar apoi mărirea gradului de echipare și mecanizare a procesului de producție până la limitele maxime justificate economic. În această etapă, se realizează reamenajarea (dacă este necesar) a echipamentelor existente, instalarea și testarea echipamentelor și sculelor noi și nestandardizate, a liniilor de producție și a zonelor de prelucrare și asamblare a produselor.
În a patra etapă, Camera de Comerț și Industrie verifică și depanează tehnologia proiectată, în cele din urmă elaborează piesele și unitățile (blocurile) pentru fabricabilitate, verifică adecvarea și raționalitatea echipamentelor proiectate și a echipamentelor nestandard, comoditatea dezasamblarii. si asamblarea produsului, stabilirea succesiunii corecte a acestor lucrari, efectuarea cronometrarii operatiilor de prelucrare si asamblare si finalizarea intregii documentatii tehnologice.
Documentația tehnologică pentru diferite tipuri de producție (single, în serie și în masă) se distinge prin profunzimea dezvoltării proceselor tehnologice și gradul de detaliere a acestora. În primul rând, hărțile de rutare inter-departamentale sunt dezvoltate pentru procesele tehnologice ale pieselor de fabricație și unităților de asamblare. Hărțile de traseu indică succesiunea trecerii semifabricatelor, pieselor sau unităților de asamblare prin magazinele și zonele de producție ale întreprinderii. Pentru fabricarea pieselor și asamblarea unui produs într-o producție unică sau la scară mică, este suficient să existe documentația de proiectare, descrierea rutei sau rutei operaționale a procesului tehnologic sau o listă a întregii game de operațiuni tehnologice, fără indicând tranziții și moduri tehnologice. Pentru producția în serie și în masă, pe lângă tehnologia de rutare, se dezvoltă un proces tehnologic cu o descriere operațională a modelării, prelucrării și asamblarii. În același timp, pentru procesele tehnologice individuale, este elaborată o diagramă de flux operațională, pentru procesele tehnologice tipice (de grup) - o diagramă a unei operațiuni tipice (de grup). Ele indică toate tranzițiile pentru o anumită operațiune și metodele de realizare a fiecăreia, moduri tehnologice, date despre mijloacele de echipamente tehnologice, materiale și costuri cu forța de muncă. De obicei, schițele sunt plasate în diagrame operaționale, înfățișând părți sau părți ale pieselor și conținând acele dimensiuni și instrucțiuni de prelucrare care sunt necesare pentru efectuarea acestei operațiuni (metoda de fixare a pieselor pe mașină, amplasarea sculei, dispozitivului de fixare etc.).
În plus, pentru anumite produse sunt în curs de elaborare hărți ale proceselor tehnologice tipice de aplicare a acoperirilor electrolitice, prelucrare chimică, aplicare a vopselelor și lacurilor, declarații ale ratelor de consum specifice pentru solvenți, anozi, substanțe chimice, liste de deșeuri detaliate și alte documente.
Informațiile inițiale pentru dezvoltarea proceselor tehnologice pot fi de bază, călăuzitoare și de referință. Informațiile de bază includ numele obiectului, precum și datele conținute în documentația de proiectare. Informațiile ghid sunt standardele industriale și ale fabricii care stabilesc cerințe pentru procesele tehnologice, echipamente, unelte, documentație pentru standardul de funcționare și procesele tehnologice de grup; instructiuni de fabricatie, documentație pentru selecția standardelor de siguranță și salubritate industrială. Informațiile de referință includ documentația producției pilot, descrieri ale metodelor de fabricație progresivă, cataloage, cărți de referință, albume de machete, machete etc.
Introducere …………………………………………………………………………………… ... 3
1. Esența pregătirii tehnice a producției. Sarcinile sale principale ... ... 6
2. Etapele pregătirii tehnice a producției: proiectare, tehnologice, organizatorice și economice ………………………… ... 10
2.1 Proiectare și pregătire tehnică a producției …………………… .10
2.2 Pregătirea tehnologică a producției …………………………… ..14
2.3 Pregătirea organizatorică și economică a producției …………… .... 17
3. Planificarea procesului de pregătire tehnică a producției ...................... 19
Concluzie …………………………………………………………………… .32
Lista literaturii utilizate ………………………………………… ... 33
Introducere
Nivelul de pregătire științifică și tehnică a producției determină eficiența producției de produse de către producția principală, determină posibilitatea ritmului de eliberare a acesteia cu proprietăți date de consumator. Pregătirea tehnică a producţiei poate fi privită din punctul de vedere al producerii unui produs pe baza unuia existent sau din punctul de vedere al organizării unei noi producţii.
Activitatea unei întreprinderi pentru dezvoltarea bazei sale materiale și tehnice, organizarea producției, a muncii și a conducerii este o pregătire tehnică a producției. Include:
Efectuarea de cercetări aplicative legate de îmbunătățirea produselor fabricate, a echipamentelor, a tehnologiei, a compoziției materialelor utilizate, a organizării producției;
Proiectarea de noi produse și upgrade-ul celor produse anterior;
dezvoltarea unui proces tehnologic pentru fabricarea produselor;
Achiziționarea de utilaje speciale, unelte și semifabricate din exterior;
Suport material și tehnic de producție;
Instruirea, recalificarea și pregătirea avansată a personalului;
Elaborarea de norme și standarde, structura tehnologică, tehnică și organizatorică a aparatului de management și suport informațional.
Relevanța subiectului este că pregătirea tehnică este efectuată pentru a stăpâni eficient un produs nou sau modernizat, introducerea de noi mașini și echipamente complexe, noi metode tehnologice și schimbări în organizarea producției. Sarcina de pregătire tehnică a producției include crearea unor condiții tehnice, organizatorice și economice care să garanteze pe deplin transferul procesului de producție la un nivel tehnic și socio-tehnic superior bazat pe realizările științei și tehnologiei.
Pregătirea tehnică a producției include pregătirea în proiectare, tehnologică, organizatorică și economică.
La întreprinderi de diferite tipuri, scări și profiluri, diferite etape de pregătire a producției pot fi prezentate cu o completitudine diferită; totuși, în orice caz, o parte semnificativă a muncii de organizare a producției este de competența întreprinderii.
Obiect termen de hârtie este pregătirea tehnică a producţiei.
În timpul lucrului, trebuie îndeplinite următoarele sarcini:
Extinderea conceptului de „pregătire tehnologică a producției”;
Definiți principalele sarcini;
Evidențiați etapele pregătirii tehnice a producției și dezvăluiți-le;
Identificați direcții de îmbunătățire a pregătirii tehnice a producției.
Scopul redactării unei lucrări semestriale este de a studia și analiza pregătirea tehnică a producției.
Structura lucrării de curs include: o introducere, patru capitole principale, o concluzie, o listă de literatură folosită.
Introducerea dezvăluie relevanța temei, determină scopul redactării unei lucrări de termen, sarcinile necesare atingerii acestui scop, evidențiază subiectul lucrării de termen, precum și baza de informații utilizată în redactarea lucrării.
Primul capitol dezvăluie conceptul de pregătire tehnică și evidențiază principalele sarcini.
Al doilea capitol definește etapele pregătirii tehnice a producției și dezvăluie conceptul acestora.
Al treilea capitol tratează planificarea pregătirii tehnice pentru producție.
Al patrulea capitol tratează direcțiile de accelerare a pregătirii tehnice a producției.
Concluzia include rezumatul tezei pentru toate capitolele.
Baza informativă pentru redactarea unei lucrări de termen sunt manualele prezentate în lista literaturii utilizate.
1. Esența pregătirii tehnice a producției. Sarcinile sale principale.
Există un anumit sistem de pregătire tehnică a producției. Este un set de procese științifice și tehnice interconectate care asigură pregătirea tehnologică a întreprinderii de a produce produse cu condiții tehnice de calitate. În condițiile formării industriei în timpul tranziției către piață, pregătirea întreprinderilor pentru a intra pe piața internațională cu produsele lor va deveni mai complicată. Cantitatea de muncă cheltuită pentru crearea noii tehnologii va crește semnificativ datorită complexității și multor detalii ale produsului final. Pentru reducerea costurilor cu forța de muncă se utilizează un sistem de documentație tehnică unificată pentru pregătirea tehnică a producției - ESTPP.
ESTPP este un sistem de organizare și conducere a pregătirii tehnice a producției stabilit de standardele de stat, perfecționându-se continuu pe baza realizărilor științei și tehnologiei, gestionând dezvoltarea pregătirii tehnice în producție la nivelurile: stat, industrie, organizație, întreprindere.
Scopul principal al ESTPP este acela de a asigura condițiile necesare pentru realizarea deplină a pregătirii oricărui tip de producție pentru eliberarea de produse de o anumită calitate, în intervalul de timp optim cu cele mai mici costuri de muncă, materiale și financiare.
ESTPP este conceput pentru a oferi o uniformă pentru fiecare întreprindere, organizație, o abordare sistematică a selecției, aplicării metodelor și mijloacelor de pregătire tehnică a producției, corespunzătoare realizărilor avansate ale științei, tehnologiei și producției; capacitate mare de producție de a o îmbunătăți continuu, schimbare rapidă pentru a produce produse mai avansate; organizarea rațională a execuției mecanizate a unui complex de lucrări inginerești și tehnice, inclusiv automatizarea proiectării obiectelor și mijloacelor de producție, dezvoltarea proceselor tehnologice și managementul pregătirii tehnice a producției, relația de pregătire tehnică a producției cu alte sisteme automatizate și control subsisteme.
Principalele sarcini de pregătire tehnică a producției la o întreprindere industrială sunt: formarea unei politici tehnice progresive care vizează crearea unor tipuri mai avansate de produse și procese tehnologice pentru fabricarea acestora; crearea condițiilor pentru munca performantă, ritmică și profitabilă a întreprinderii; reducerea consistentă a duratei de pregătire tehnică a producției, a intensității muncii și a costului acesteia, îmbunătățind în același timp calitatea tuturor tipurilor de muncă (9, p. 23).
În primul rând, este necesar să se dea o definiție a pregătirii tehnice a producției, deoarece este potrivit pentru orice fel de pregătire tehnică, indiferent dacă facem modificări individuale ale produsului sau organizăm o nouă întreprindere. Există următoarea definiție a pregătirii tehnice pentru producție:
Pregătirea tehnică a producției este un complex de măsuri normative și tehnice care reglementează proiectarea, pregătirea tehnologică a producției și sistemul de punere în producție a produselor.
Sarcinile de pregătire tehnică a producției sunt rezolvate la toate nivelurile și sunt grupate după următoarele patru principii: asigurarea fabricabilității produselor; dezvoltarea proceselor tehnologice; proiectarea și fabricarea echipamentelor tehnologice; organizarea si conducerea pregatirii tehnice a productiei.
ESTPP se bazează pe:
1.analiza sistem-structurală a ciclului CCI;
2. tipificarea si standardizarea proceselor de fabricatie si control;
3. standardizarea echipamentelor și instrumentelor tehnologice;
4. agregarea echipamentelor din elemente structurale standard.
Pentru a dezvolta procese tehnologice standard, operațiunile tehnologice sunt clasificate prin împărțirea lor de la complexe la simple până la obținerea celor mai mici elemente indivizibile de tehnologie în conformitate cu succesiunea tehnologică a întregului proces. Pentru fiecare element indivizibil sau operațiune tehnologică se elaborează un standard de întreprindere în forma stabilită (organigrama), care oferă o descriere exhaustivă a tuturor tranzițiilor din care se formează această operațiune elementară, cu toate explicațiile și notele necesare.(2, p. 57)
Procesele tehnologice standard sunt împărțite în operațiuni pentru fabricarea de piese standard sau unificate (la întreprinderile de inginerie mecanică), a căror calitate determină fiabilitatea produsului.
ESTPP stabilește trei etape de lucru asupra documentației pentru organizarea și îmbunătățirea pregătirii tehnice a producției:
Cercetarea și analiza sistemului CCI existent la întreprindere;
Elaborarea unui proiect tehnic al CCI (definește scopul, formează cerințele care trebuie îndeplinite atât de sistemul CCI în ansamblu, cât și de elementele sale individuale);
Crearea unui proiect de lucru (în această etapă se elaborează modele de informații pentru rezolvarea tuturor problemelor; clasificatoare de informații tehnice și economice; procese tehnologice originale, standard și standard; standarde de întreprindere pentru echipamente tehnologice; documentație pentru organizarea locurilor de muncă specializate și a secțiilor de producția principală și auxiliară bazată pe procese și metode tehnologice standard și standard de prelucrare în grup a pieselor; documentație de lucru pentru rezolvarea problemelor cu ajutorul computerului; matrice de informații; prevederi organizatorice și fișe de post).
Unul dintre principalii indicatori ai CCI este durata ciclului CCI. În primul rând, este necesar să se stabilească structura CCI. Structura CCI este raportul dintre costurile pentru anumite tipuri de lucrări din cadrul CCI și costul total al CCI, exprimat ca procent. Durata ciclului CCI este timpul calendaristic de la începutul până la sfârșitul CCI al unui produs nou sau al unei întregi producții. Este determinat de formula:
Dtstpp = q1Tts1 + q2Tts2 + q3Tts3 + ... + qnTtsn,
unde q1, q2, q3 sunt coeficienți de corecție a timpului, luând în considerare execuția paralelă și paralel-secvențială a lucrărilor în procesul de TPP;
ТЦ1, ТЦ2 - timp pentru obținerea proiectării, elaborarea documentației tehnologice, fabricarea echipamentelor tehnologice, echipamentelor nestandardizate, restructurarea tehnică și organizatorică a producției, pregătirea și recalificarea personalului, pentru fabricație și testare etc.
Durata ciclului CCI are un impact uriaș asupra cantității de resurse cheltuite, producției auxiliare în curs, accelerarea cifrei de afaceri a capitalului de lucru, costul lucrării la CCI. Principalele direcții ale reducerii sale sunt: creșterea volumului de muncă în execuție paralelă și paralel-secvențială și scăderea intensității muncii la fiecare etapă.
2.1 Proiectare și pregătire tehnică a producției.
Proiectarea și pregătirea inginerească a producției (PKPP) include proiectarea de noi produse și modernizarea celor produse anterior în conformitate cu ESKD, precum și dezvoltarea unui proiect de reconstrucție și reechipare a unei întreprinderi sau a diviziilor sale individuale. Conținutul și domeniul de aplicare al SCP depind în principal de scopul implementării sale, tipul de producție, complexitatea și natura produsului.
Tehnic pregătire producție (3)
Rezumat >> EconomieSunt numite tehnic Instruire producțieștiințifice și tehnologice pregătire producție, design și tehnologic pregătire producțieși așa mai departe, punând același sens în conținutul lor. Tehnic pregătire producție ...
Organizare și tehnic pregătire producție PE EXEMPLU LUI ZAO PINSKDREV
Rezumat >> EconomieTehnologic pregătire producție…………………………… ... 13 1.5 Organizațional și economic pregătire producție…………… 16 1.6 Domenii de îmbunătățire tehnic pregătire producție…………………………………………………………………… 18 2.Organizare tehnic pregătire ...
Organizare tehnic pregătire producție
Curs >> Industrie, producțieOrganizare tehnic pregătire producție... 1) Conținut, sarcini și etape tehnic pregătire producție. 2)Tehnic pregătire producție lucrări de renovare... Pentru a efectua un normal...
Cea mai importantă componentă a progresului științific și tehnologic, adică procesul de perfecționare continuă a mijloacelor și obiectelor de muncă, este pregătirea tehnică a producției, care include întregul ansamblu de măsuri de îmbunătățire a produselor, introducerea de noi procese tehnologice și echiparea producției. Toate lucrările privind pregătirea tehnică a producției sunt prevăzute în planurile de afaceri ale întreprinderii.
Rezultatele așteptate în urma introducerii inovațiilor, fundamentate prin calcule tehnice și economice, contribuie la convingerea investitorilor că gradul de risc al investiției în echipamente noi și al dezvoltării producției producătorilor de produse este minim.
Pregătirea tehnică include următoarele tipuri de muncă:
proiectarea de noi și îmbunătățirea tipurilor de produse stăpânite anterior și furnizarea producătorilor cu toată documentația necesară pentru aceste produse;
proiectarea de noi și îmbunătățirea proceselor tehnologice deja stăpânite;
testarea experimentală și implementarea de noi procese tehnologice îmbunătățite direct în condițiile atelierului, la locurile de muncă;
proiectarea și fabricarea de noi echipamente tehnologice, inclusiv dispozitive de fixare, toate tipurile de instrumente de lucru și măsurare, modele, matrițe etc.;
elaborarea unor norme și standarde solide din punct de vedere tehnic pentru determinarea intensității forței de muncă și a consumului de material al produselor, nevoia de echipamente, scule, zone de producție și auxiliare, combustibil de proces, energie, calcule pentru a determina însăși nevoia acestor resurse;
proiectarea și fabricarea echipamentelor nestandardizate, elaborarea planurilor de achiziție a echipamentelor dispărute și modernizarea echipamentelor existente;
amplasarea și amenajarea rațională a echipamentelor pentru unitățile de producție;
formarea interpreților în noi profesii;
restructurarea organizatorica a unitatilor individuale de productie, dezvoltarea si implementarea de noi sisteme de planificare si conducere a procesului de productie.
Toate aceste tipuri de lucrări, datorită complexității și volumului lor enorm, nu pot fi realizate doar prin eforturile întreprinderii industriale în sine. Diverse organizații neindustriale sunt angajate în pregătirea tehnică a producției.
Următoarea verigă este sistemul institutelor de cercetare sectoriale, birourilor de proiectare, institutelor de cercetare și proiectare. Aceste organizații desfășoară o gamă largă de lucrări teoretice, experimentale, experimentale și de proiectare și design și alte lucrări. În plus, ei efectuează producția pilot de noi mostre de produse și verifică procesele tehnologice dezvoltate.
Documentația tehnică elaborată de organizații este trimisă întreprinderilor, unde lucrările ulterioare sunt efectuate de către departamentele proiectant-șef, tehnolog șef, metalurgist șef, mecanizare și automatizare a producției, care sunt principalele organe de pregătire tehnică a producției în mare măsură. afacere. Aici se finalizează documentația primită în raport cu condițiile acesteia, proiectarea echipamentelor tehnologice, specificarea standardelor etc.
Munca efectuată de diviziile enumerate constituie conținutul pregătirii tehnice interne.
Pregătirea tehnică a producției în cea mai completă formă este împărțită în patru etape:
1) formarea în cercetare;
2) instruire în proiectare;
3) pregătirea tehnologică;
4) pregătirea organizatorică și materială.
Lucrarea de proiectare a întreprinderii se desfășoară în mai multe etape:
1. Elaborarea specificațiilor tehnice (TOR). În sarcină, se stabilește scopul țintă, se stabilesc intervalele admisibile ale valorilor principalelor caracteristici tehnice și operaționale ale produsului dat.
2. Elaborarea unei propuneri tehnice (TP). Pe baza analizei TK, se determină cea mai probabilă soluție la sarcină și se precizează atât scopul propus al noului tip de produs, cât și principalele caracteristici și condiții de utilizare ale acestuia.
3. Proiect de proiect. Scopul său principal este de a fundamenta fezabilitatea tehnică a implementării cerințelor formulate în TOR și TP.
4. Proiectare tehnică. Toate cele mai importante soluții tehnice sunt în cele din urmă dezvoltate, oferind o imagine completă a structurii și funcționării unui nou tip de produs.
5. Design detaliat. Ca rezultat, ar trebui creat un set de documentație care să vă permită să începeți pregătirea pentru producție pentru lansarea de noi produse.
Conținutul specific al lucrării în fiecare etapă și numărul de etape în sine vor depinde de o serie de factori, dintre care cei mai importanți sunt complexitatea și noutatea tipului de produs dezvoltat, amploarea producției viitoare, natura repartizarea muncii între organizațiile executante și disponibilitatea unei baze experimentale.
Pregătirea tehnologică a producției include o gamă largă de lucrări privind proiectarea și crearea unei baze materiale pentru producerea de noi tipuri de produse.
Pregătirea tehnologică poate fi împărțită în 4 etape:
1. Controlul tehnologic al desenelor (control standard).
2. Proiectarea proceselor tehnologice. Conținutul lucrării este determinat de tipul de produse.
3. Proiectare și fabricare de tachelaj special și echipamente non-standard.
4. Depanarea și implementarea proceselor tehnice proiectate.
Planificarea pregătirii tehnice a producției este un proces complex în mai multe etape, realizat la diferite niveluri.