Setelah berhasil menyelesaikan tes fungsional produk baru, banyak perusahaan melakukan tes pasar (pemasaran percobaan). Masalah melakukan uji coba pasar produk baru tergantung pada banyak faktor, yang utamanya adalah sebagai berikut:
- tujuan dan sumber daya perusahaan;
- jenis barang, volume produksi yang diharapkan dan jenis pasar;
- tingkat keandalan informasi dan penelitian pemasaran;
- tingkat kepercayaan perusahaan dalam keberhasilan kompetitif produk baru di pasar;
- kebijakan perusahaan terkait dengan risiko;
- penilaian waktu tunda dari berbagai pekerjaan pada penciptaan dan pengembangan produk baru.
Memecahkan pertanyaan tentang melakukan (atau tidak melakukan) uji pasar, serta memutuskan dokumentasi desain mana (prototipe, produksi serial) dan di mana produksi (pilot atau serial) batch percontohan produk baru akan dibuat untuk pemasaran percobaan dan apakah untuk menangguhkan atau melanjutkan pekerjaan persiapan produksi sebelum memperoleh hasil tes pasar, tergantung pada kondisi spesifik perusahaan, tujuan, sumber daya, metode kerja, dan kebijakannya.
Tujuan Uji Coba Pasar- menguji produk dalam kondisi penggunaan nyata, mengidentifikasi pendapat, komentar konsumen dan pekerja perdagangan tentang kekhasan penggunaan dan masalah penjualannya, serta menentukan ukuran pasar dan perkiraan umum penjualan, mis. program produksi.
Pengujian pasar memberikan informasi kepada manajemen untuk membuat keputusan akhir tentang kelayakan peluncuran produk baru. Jika sebuah perusahaan mulai menyebarkan produksi komersial, ia harus: biaya berat pada akhir persiapan produksi, biaya modal pembangunan dan pengembangan produksi, biaya saluran distribusi dan promosi penjualan barang baru. Pada saat yang sama, dia harus menyelesaikan pertanyaan utama berikut - kapan, di mana, kepada siapa, dan bagaimana cara menjual produk baru.
KAPAN. Keputusan pertama dibuat pada ketepatan waktu peluncuran produk baru di pasar. Jika produk baru mengganggu distribusi produk serupa lainnya di perusahaan, atau jika perbaikan lebih lanjut dapat dilakukan pada desainnya, maka peluncuran produk baru kemungkinan akan tertunda.
DI MANA. Keputusan dibuat untuk menjual produk di pasar geografis tertentu atau dalam skala nasional atau internasional. Dengan tidak adanya kepercayaan yang cukup dalam keberhasilan, dana yang diperlukan dan peluang untuk memasuki pasar nasional dengan produk baru, jadwal waktu untuk pengembangan pasar yang berurutan ditetapkan.
KEPADA SIAPA. Pasar yang paling menguntungkan dalam kelompok pasar yang sedang dikembangkan dipilih, dan upaya pengembangannya dikonsentrasikan untuk merangsang penjualan.
BAGAIMANA. Sebuah rencana aksi sedang dikembangkan untuk pengenalan produk baru yang konsisten ke pasar (rencana pemasaran).
Jawaban atas pertanyaan-pertanyaan ini, yang bentuknya sederhana, tetapi sifatnya sangat kompleks, berdampak pada persiapan lebih lanjut untuk produksi dan pengembangan industri barang-barang baru, karena mereka menentukan:
- kapasitas produksi perusahaan;
- jenis produksi;
- struktur produksi;
- jadwal produksi menurut tahun.
Persiapan desain produksi di pabrik adalah bagian akhir dari pos pemeriksaan. Tujuan pelatihan desain produksi serial- untuk menyesuaikan dokumentasi desain ROC dengan kondisi produksi serial tertentu dari pabrikan. Sebagai aturan, dokumentasi desain ROC sudah memperhitungkan kemampuan produksi dan teknologi pabrikan, tetapi kondisi produksi percontohan dan serial memiliki perbedaan yang signifikan, yang mengarah pada perlunya revisi sebagian atau bahkan lengkap dari dokumentasi desain ROC.
Checkpoint tersebut dibuat oleh departemen kepala perancang tanaman serial (OGK) atau departemen serial lembaga penelitian, SKB, OKB sesuai dengan aturan " Sistem terpadu dokumentasi desain "(ESKD).
Dalam proses pos pemeriksaan, pengembang, dalam batas maksimum yang diizinkan, harus mempertimbangkan kondisi produksi spesifik dari pabrikan:
- ketersediaan suku cadang standar dan unit perakitan terpadu yang diproduksi oleh perusahaan atau perusahaan terkait;
- sarana peralatan dan kontrol teknologi yang tersedia;
- peralatan teknologi dan non-standar yang tersedia, kendaraan, dll.
Lingkup pekerjaan untuk persiapan desain produksi pabrikan:
1. Memperoleh dokumentasi desain dari pengembang.
2. Memeriksa kelengkapan dokumen.
3. Melakukan perubahan sesuai dengan karakteristik pabrikan.
4. Melakukan perubahan berdasarkan hasil pengujian struktur untuk kemampuan manufaktur.
5. Pengenalan perubahan berdasarkan hasil persiapan teknologi produksi.
6. Dukungan teknis untuk pembuatan batch percontohan produk.
7. Melakukan perubahan dokumentasi desain berdasarkan hasil produksi pilot batch.
8. Penugasan surat O 2 dokumentasi untuk pembuatan seri instalasi.
9. Dukungan teknis untuk pembuatan seri instalasi.
10. Penerjemahan dokumentasi ke dalam huruf A untuk produksi serial yang telah ditetapkan.
11. Masalah perbaikan, ekspor dan dokumentasi lainnya.
12. Dukungan teknis produksi serial.
Saat ini, tempat yang meningkat dalam pekerjaan pos pemeriksaan diperoleh dengan metode desain berbantuan komputer dan pembuatan dokumen desain (CAD).
Tugas CCI adalah untuk memastikan kesiapan teknologi penuh perusahaan untuk produksi produk baru dengan indikator teknis dan ekonomi yang diberikan (tingkat teknis tinggi, pengerjaan, serta dengan biaya tenaga kerja dan material minimal pada tingkat teknis tertentu). perusahaan dan volume produksi yang direncanakan).
Dalam proses CCI, tugas utama berikut diselesaikan:
- menguji produk untuk kemampuan manufaktur;
- pengembangan rute dan proses teknologi;
- pengembangan peralatan teknologi khusus;
- peralatan teknologi produksi;
- dukungan teknis untuk pembuatan batch percontohan, seri instalasi dan produksi serial yang ditetapkan.
Data awal untuk CCI adalah:
1) satu set lengkap dokumentasi desain untuk produk baru;
2) volume produksi tahunan maksimum dengan penguasaan penuh produksi, dengan mempertimbangkan pembuatan suku cadang dan perlengkapan melalui kerjasama;
3) perkiraan waktu pelepasan produk dan volume pelepasan menurut tahun, dengan mempertimbangkan musim;
4) mode operasi perusahaan yang direncanakan (jumlah shift, durasi minggu kerja);
5) faktor beban yang direncanakan dari peralatan produksi utama dan strategi perbaikan perusahaan;
6) pengiriman koperasi yang direncanakan ke perusahaan suku cadang, unit produk setengah jadi dan perusahaan pemasok;
7) pengiriman yang direncanakan ke perusahaan produk standar dan perusahaan pemasok;
8) perkiraan harga pasar barang baru berdasarkan strategi penetapan harga perusahaan dan tujuannya;
9) strategi yang diadopsi dalam kaitannya dengan risiko (dalam hal ketersediaan peralatan yang berlebihan);
10) kebijakan sosiologi perburuhan perusahaan.
Persiapan teknologi produksi diatur oleh standar "Sistem terpadu untuk persiapan teknologi produksi" (ESTPP).
|
perencanaan CCI |
Peramalan, perencanaan dan pemodelan CCI |
Bagian Perencanaan Persiapan Produksi (PPPP) |
|
Menguji desain untuk kemampuan manufaktur |
Pengembangan desain produk, unit perakitan untuk kemampuan manufaktur Partisipasi dalam pembuatan prototipe |
departemen kepala spesialis(OGT, OGS, OGMet, dll.), OGK |
|
Desain teknologi |
Distribusi nomenklatur suku cadang dan rakitan antara bengkel dan divisi perusahaan |
|
|
Pengembangan rute teknologi untuk pergerakan fasilitas produksi |
||
|
Pengembangan proses teknis untuk pembuatan dan pengendalian suku cadang, perakitan dan pengujian dan dokumentasi teknologi lainnya |
Departemen spesialis kepala (OGT, OGS, OGMet, dll.) |
|
|
Tipifikasi proses teknologi, pengembangan proses dasar dan kelompok |
||
|
Studi kelayakan proses teknologi |
Kepala Departemen Spesialis, Departemen Ekonomi |
|
|
Pemilihan peralatan |
Pemilihan dan pembenaran peralatan universal, khusus, agregat dan non-standar Penerbitan penugasan untuk desain peralatan ini, serta untuk desain jalur dan kompleks robot otomatis, otomatis, fleksibel, konveyor, kendaraan, dll. |
Kepala Departemen Spesialis |
|
Pemilihan dan desain teknologi perkakas |
Pemilihan peralatan khusus, universal dan standar yang dibutuhkan Desain (desain teknologi) perkakas |
Departemen teknologi dan desain dari spesialis utama |
|
Studi kelayakan untuk pemilihan dan penggunaan perkakas |
departemen ekonomi |
|
|
Pendistribusian |
Penetapan standar teknis operasional untuk waktu semua proses teknologi. |
Departemen tenaga kerja dan upah (PL dan Z). |
Pengembangan produk untuk kemampuan manufaktur
Rasionalitas teknologi dicirikan oleh:
- intensitas tenaga kerja manufaktur;
- konsumsi bahan tertentu;
- faktor pemanfaatan bahan;
- biaya teknologi;
- konsumsi energi spesifik dari pembuatan produk;
- intensitas tenaga kerja spesifik dalam mempersiapkan produk untuk operasi;
- koefisien penerapan material;
- koefisien penerapan kelompok dan proses teknologi tipikal, dll.
1) koefisien penerapan
K pr = (m - m op) / m,
di mana m adalah jumlah total ukuran standar (nama) bagian (elemen, sirkuit mikro, dll.); m op - jumlah suku cadang asli;
2) faktor pengulangan
di mana m tentang - jumlah total bagian;
3) koefisien unifikasi
di mana m y adalah jumlah standar terpadu dan suku cadang pinjaman yang diproduksi oleh perusahaan industri;
4) faktor standarisasi
di mana m st adalah jumlah bagian standar.
Lebih tepat untuk menghitung koefisien K pr, K p, K y, K st menggunakan intensitas tenaga kerja dari elemen-elemen produk.
Pemilihan varian optimal dari proses teknologi
Dalam berbagai versi proses teknologi untuk pembuatan produk baru, berbagai blanko, peralatan, peralatan teknologi, dll. Dapat digunakan, yang mengarah pada intensitas tenaga kerja yang berbeda, produktivitas, dan penggunaan pekerja dari berbagai kualifikasi. Kriteria utama untuk memilih proses teknologi yang optimal adalah biaya dan produktivitas. Untuk menyederhanakan perhitungan, biaya teknologi digunakan, yang merupakan bagian dari total biaya dan memperhitungkan biaya tergantung pada versi proses teknologi:
 ,
,
di mana - biaya teknologi; - biaya variabel bersyarat untuk satu bagian (produk); - biaya tetap bersyarat untuk program tahunan; Q adalah program rilis tahunan.
Untuk memilih versi optimal dari proses teknis, mis. untuk penilaian komparatif, tidak perlu membuat perhitungan item per item dari semua item biaya yang termasuk dalam harga pokok, tetapi cukup untuk menganalisis hanya biaya yang berubah dengan perubahan proses teknologi. Tidak masuk akal untuk menghitung dan memasukkan dalam biaya utama biaya yang tidak berubah ketika varian proses diubah, karena ketika menentukan nilai absolut dari penghematan yang dicapai saat menggunakan varian yang lebih menguntungkan, istilah biaya utama yang sama saling dimusnahkan .
Perbandingan opsi untuk proses teknologi dengan biaya dilakukan sebagai berikut.
Biaya teknologi untuk opsi 1 adalah
![]() ,
,
dan untuk opsi 2 adalah
![]() .
.
Secara grafis opsi 1 dan 2 dapat diwakili oleh garis lurus (Gbr. 28).

Beras. 28. Jadwal penilaian komparatif dari dua opsi proses teknologi
Titik A dari perpotongan garis-garis ini menentukan jumlah kritis bagian Q cr, di mana kedua opsi akan setara, yaitu.

Jika volume output kurang dari yang kritis, opsi 1 akan lebih ekonomis, dan jika jumlah produk lebih dari yang kritis, opsi 2 akan lebih ekonomis.
Pilihan opsi yang paling ekonomis untuk implementasi proses teknologi dari banyak kemungkinan metode pembuatan produk harus, dalam kasus umum, dilakukan dengan pengurangan biaya minimum, yang dianggap sebagai kriteria optimal. Namun, untuk membandingkan varian proses teknologi, dalam banyak kasus cukup membatasi diri pada perhitungan biaya produksi teknologi.
Oleh karena itu, di masa depan, bukan biaya pengurangan penuh yang digunakan sebagai fungsi harga, tetapi jumlah minimum
di mana biaya teknologi produksi tahunan sesuai dengan opsi manufaktur; E n - faktor efisiensi; K aku - penanaman Modal yang berubah ketika mengubah varian proses teknologi.
Pertimbangkan studi kelayakan opsi yang memungkinkan pada contoh pembuatan sirkuit mikro semikonduktor.
Urutan khas yang diperbesar dari proses teknologi untuk pembuatan sirkuit mikro semikonduktor mencakup sembilan operasi dasar (perlakuan kimia, oksidasi, fotolitografi, difusi, pemisahan wafer menjadi kristal, pemasangan kristal dalam kasing, koneksi timah, penyegelan dan pengujian) , yang masing-masing dapat dilakukan dalam 3 - 7 cara ...
Bahkan kombinasi proses berdasarkan kelompok operasi memberikan gambaran tentang multivarians proses teknologi pembuatan sirkuit mikro. Selain metode penerapan setiap operasi dalam pengembangan nyata dan kondisi produksi, seseorang harus mempertimbangkan dan memilih: metode mengisolasi komponen sirkuit, metode teknologi, tingkat integrasi perangkat, serta menyelesaikan banyak desain dan masalah teknologi.
Penerapan masing-masing metode pada operasi tertentu melibatkan biaya yang berbeda untuk bahan dasar dan komponen M ij, untuk main upah L ij, pengurangan depresiasi A ij, biaya modal K ij dan mengarah pada pencapaian berbagai tingkat faktor hasil P ij.
Lebih mudah untuk menyajikan data awal yang terdaftar dengan kelompok operasi dalam bentuk matriks indikator operasi.
Karena kompleksitas analisis, seluruh rangkaian operasi proses teknologi dibagi menjadi tiga tahap utama, yaitu: pemrosesan, perakitan, dan pengujian produk.
Kami juga membatasi jumlah kemungkinan cara melakukan setiap tahap menjadi tiga. Hasilnya adalah matriks yang diperbesar dari indikator tahapan proses pembuatan produk, disajikan dalam tabel. 9.2.
Perhitungan direduksi menjadi fakta bahwa dari serangkaian kemungkinan cara tertentu untuk melakukan tahapan proses, pilih opsi rasional untuk melakukan seluruh proses teknologi yang memenuhi minimum fungsi tujuan yang diberikan.
Pencarian versi rasional dari proses teknologi dilakukan pada komputer menggunakan perangkat lunak khusus.
Tabel 9.2
Matriks indikator tahapan proses teknologi
|
Opsi untuk melakukan sekelompok operasi |
|||
|
Perlakuan |
M 11 L 11 P 11 |
M 12 L 12 P 12 |
M 13 L 13 P 13 |
|
M 21 L 21 P 21 |
M 22 L 22 P 22 |
M 23 L 23 P 23 |
|
|
Tes (pengukuran) |
M 31 L 31 P 31 |
M 32 L 32 P 32 |
M 33 L 33 P 33 |
Fungsi organisasi persiapan produksi:
1) direncanakan (termasuk perhitungan pra-produksi kemajuan produksi, pemuatan peralatan, pergerakan aliran material, pelepasan pada tahap pengembangan);
2) menyediakan (personil, peralatan, bahan, produk setengah jadi, sumber keuangan);
3) desain (desain situs dan bengkel, tata letak peralatan).
Dalam proses persiapan organisasi produksi, desain, dokumentasi teknologi dan data untuk persiapan teknologi produksi digunakan (Bagian 9.3). Tahapan utama KPS, konten dan kinerjanya diberikan dalam tabel. 9.3.
Tabel 9.3
Tahapan PPP dan isinya
|
Tahapan dan isi kerja KPBU |
pemain |
|
Perencanaan dan pemodelan proses KPS |
Bagian Perencanaan Persiapan Produksi (PPPP) |
|
Pembuatan peralatan teknologi dan kontrol khusus |
Departemen manajemen alat (OII) Toko alat |
|
Perhitungan jumlah dan jangkauan peralatan tambahan, persiapan pesanan dan pemesanan peralatan |
CDP (biro kapasitas) OKS (atau OMTS) |
Perhitungan pergerakan suku cadang dan jalannya produksi di masa depan; perhitungan jalur produksi; pemuatan tempat kerja; perhitungan standar perencanaan operasional, siklus, ukuran batch, backlog |
Departemen pengiriman perencanaan (PDO) Departemen spesialis kepala (OGT, OGS, OGMet, dll.) |
|
Merencanakan pekerjaan bengkel dan layanan tambahan, serta departemen layanan |
OIH, departemen kepala mekanik (OGM), departemen chief power engineer (OGE), departemen transportasi, manajemen gudang |
|
Perhitungan dan desain tata letak peralatan dan tempat kerja, pembentukan lokasi produksi |
Departemen spesialis kepala (OGT, OGS, OGMet, dll.); OOT dan Z |
|
Desain dan pemilihan transportasi interoperasional, kontainer, peralatan organisasi dan peralatan bantu; persiapan pesanan dan menempatkan pesanan |
Departemen peralatan non-standar (ONO) atau departemen mekanisasi dan otomatisasi (OMA) Departemen spesialis kepala (OGT, OGS, OGMet, dll.), OMTS |
|
Pembuatan alat angkut, pengemasan, peralatan kantor dan peralatan bantu lainnya |
Lokakarya produksi tambahan, OMA |
|
Penerimaan, perakitan dan penempatan peralatan utama, tambahan, alat angkut dan peralatan kantor di tempat kerja |
OGM, OGE, OMA, toko produksi tambahan |
|
Penyediaan bahan, blanko, suku cadang, dan rakitan yang diperoleh melalui kerja sama |
OMTS, Departemen Kerjasama Eksternal (OVK), Departemen Pengadaan (OKP) |
|
Pelatihan dan kepegawaian |
Departemen personalia (OK), departemen pelatihan personel (MIC), CBO dan Z |
|
Organisasi produksi pilot dan pilot batch; pembatasan produksi produk lama dan penyebaran produksi produk baru |
Departemen produksi(PADA) Bengkel produksi, departemen kepala spesialis |
|
Penentuan biaya dan harga produk |
PEO, departemen pemasaran |
|
Persiapan penyediaan barang sirkulasi, distribusi produk baru dan promosi penjualan |
Departemen pemasaran |
Tahap awal penguasaan rilis produk baru ditandai dengan peningkatan biaya. Alasan untuk ini dapat dijelaskan faktor berikut:
- volume produksi kecil, di mana biaya tetap bersyarat yang terkait dengan pengembangan didistribusikan;
- peningkatan intensitas tenaga kerja dan intensitas alat mesin manufaktur (karena debugging peralatan secara bertahap, peralatan proses teknis yang tidak lengkap dengan peralatan dan perkakas khusus, pengalaman pekerja dan insinyur yang tidak memadai);
- sejumlah besar pergantian peralatan;
- peningkatan pernikahan;
- biaya pelatihan personel;
- pembayaran tambahan hingga tingkat gaji rata-rata selama periode pengembangan, dll.
Ketika volume produksi produk baru meningkat, biaya berkurang. Kemungkinan cara peningkatan efisiensi produksi pada tahap pengembangan ditunjukkan pada Gambar. 29.

Beras. 29. Arah utama untuk mendapatkan efek ekonomi dalam proses menguasai produk baru
Meminimalkan kerugian berkaitan erat dengan karakteristik peningkatan output, yang pada gilirannya tergantung pada pengurangan intensitas tenaga kerja produk dalam proses pengembangan. Untuk setiap perusahaan tertentu, yang dicirikan oleh pelepasan jenis produk tertentu, tingkat teknologi tertentu, organisasi, dimungkinkan untuk menetapkan korelasi antara output total dan intensitas tenaga kerjanya berdasarkan data statistik tentang perkembangan produksi. dari produk serupa. Hubungan serupa dapat dibuat untuk total output dan biaya:
di mana Z i adalah biaya atau intensitas tenaga kerja dari produk ke-Q sejak awal produksi; 1 (a) - biaya atau intensitas tenaga kerja dari pembuatan produk pertama, dari mana awal pengembangan dipertimbangkan; Q i (x) - nomor seri produk dari awal produksi; b adalah indikator yang mencirikan kecuraman kurva pengembangan (0,05-0,75) untuk perusahaan tertentu.
Indikator b dan koefisien perkembangan K os saling berhubungan dengan ketergantungan
b = log K oc / log 2.
Praktek menunjukkan bahwa untuk perusahaan pembuat instrumen K os terletak pada kisaran 0,7 - 0,9. Nilai K os dan indeks b tergantung pada faktor-faktor:
- teknis (konstruktif, ketelitian tes, dll.);
- teknologi;
- bahan dan teknis;
- organisasi;
- subjektif.
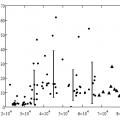
dalam gambar. 30 menunjukkan kurva pengembangan yang sesuai dengan koefisien K os = 0,9, K os = 0,8, K os = 0,7 untuk biaya variabel bersyarat. Semakin sedikit K os (dan, karenanya, semakin besar indikator b), semakin besar kerugian yang ditimbulkan oleh perusahaan pada tahap pengembangan.

Beras. 30. Perubahan biaya per unit produksi dalam proses pengembangan
Seperti yang dapat dilihat dari bagian sebelumnya, persiapan produksi adalah proses yang kompleks yang terdiri dari banyak tahapan dan tahapan. Keputusan yang dibuat pada setiap tahap ini mempengaruhi tahap selanjutnya dan efektivitas keseluruhan R&D. Semua ini membuat perencanaan internal end-to-end menjadi layak. lingkaran kehidupan produk. Persiapan produksi adalah tahap siklus hidup produk ketika keadaan ini menjadi penentu. Serangga. 8.5 Pentingnya pengurangan waktu R&D dan pra-produksi ditekankan. Salah satu metode untuk mencapai ini adalah paralelisasi maksimum dari proses pengembangan dan persiapan produksi. Salah satu perwujudannya ditunjukkan pada tabel. 9.4. Tentu saja, untuk ROC tertentu, penyelarasan semacam itu memerlukan penyesuaian yang tepat.
Tabel 9.4
Distribusi pekerjaan melalui pos pemeriksaan, CCI dan PPP pada berbagai tahap pekerjaan pembangunan (perkiraan)
|
Tahapan OCD |
Pos pemeriksaan |
CCI |
OPP |
|
TK untuk ROC |
Menyusun satu set dokumen yang diperlukan untuk pengembangan |
Penentuan indikator dasar kemampuan manufaktur. |
|
|
Proposal Teknis |
Perhitungan awal dan klarifikasi persyaratan TK |
Dukungan metrologi untuk pengembangan dan produksi. |
Pengembangan proyek untuk jadwal kegiatan persiapan produksi yang komprehensif (KGMP). |
|
Pengembangan satu set dokumen |
Menguji desain untuk kemampuan manufaktur dengan partisipasi pabrikan. |
Koordinasi KGMP. |
|
|
Proyek teknis |
Pengembangan dokumentasi desain untuk tali-temali khusus, peralatan teknologi, sarana kontrol dan pengujian prototipe. |
Penentuan kisaran proses teknologi yang akan dikembangkan dalam kaitannya dengan kondisi produksi massal. |
persetujuan KGMP. |
|
Desain terperinci, pembuatan, dan pengujian prototipe |
Pengembangan satu set dokumen. |
Menguji desain untuk kemampuan manufaktur. |
Menempatkan pesanan untuk bahan dan komponen. |
|
Mengerjakan dokumentasi berdasarkan hasil pengujian prototipe |
Set dokumen limbah |
Klarifikasi kumpulan dokumentasi teknologi untuk kondisi produksi batch |
Pengembangan standar konsumsi dan penyusunan standar dan perkiraan biaya produk yang direncanakan |
|
Pra-produksi |
Bantuan teknis kepada produsen dari pengembang dalam persiapan produksi. |
Bekerja pada pengembangan proses teknis baru |
Manufaktur perkakas dalam volume produksi serial. |
Persiapan untuk produksi di pabrik manufaktur serial adalah bagian terakhir dari proses inovasi, terutama jika peluncuran produk ke pasar disiapkan oleh pemasaran percobaan. Hampir semua layanan pabrik terlibat dalam persiapan produksi. Informasi masukan untuk persiapan tersebut adalah ketersediaan satu set lengkap dokumentasi desain dan penilaian pemasaran dari program produksi untuk produk baru. Selanjutnya, persiapan produksi melewati tahapan sebagai berikut:
- penyelesaian persiapan desain untuk produksi;
- persiapan teknologi produksi;
- persiapan organisasi produksi.
Tahapan ini sebagian besar dilakukan secara paralel dalam arah utama berikut (sebelum dimulainya produksi batch percontohan di: perusahaan yang beroperasi):
- ketentuan dengan dokumentasi desain;
- pengembangan program produksi;
- pengembangan dokumentasi teknologi;
- melengkapi bengkel dengan tali-temali dan peralatan khusus;
- perhitungan harga dan kesimpulan kontrak;
- penyediaan bahan dan produk yang dibeli;
- dukungan metrologi produksi;
- perencanaan operasional dan produksi;
- penyediaan pekerja.
Perkiraan grafik jaringan yang disederhanakan (bukan grafik!) Persiapan produksi ditunjukkan pada Lampiran 1.
| Sebelumnya |
Materi yang disediakan oleh situs ( perpustakaan elektronik literatur ekonomi dan bisnis)
Di bawah persiapan teknis produksi dipahami sebagai kompleks teknis, organisasi dan aktivitas ekonomi memastikan penciptaan dan pengembangan produksi produk baru yang diperluas pada skala tertentu.
Persiapan teknis produksi meliputi: :
1) penciptaan baru dan penyempurnaan jenis produk yang telah dikuasai sebelumnya;
2) merancang baru dan meningkatkan proses teknologi yang ada;
3) pengenalan jenis produk dan proses teknologi baru ke dalam produksi industri;
4) organisasi dan perencanaan pekerjaan pada persiapan teknis produksi.
Persiapan teknis terdiri dari beberapa tahap:
* desain dan rekayasa;
* teknologi;
* pelatihan organisasi dan ekonomi;
* pengembangan industri produk baru.
Tahapan persiapan produksi ini secara dialektis saling berhubungan dalam proses merancang, mengembangkan dan menguasai produksi produk baru.
Desain dan persiapan rekayasa produksi (SCP) mencakup desain produk baru dan modernisasi produk sebelumnya, serta pengembangan proyek untuk rekonstruksi dan peralatan ulang perusahaan atau divisi individualnya.
Isi dan ruang lingkup SCP terutama tergantung pada tujuan penerapannya (modernisasi yang sudah ada atau pengembangan produk baru), jenis produksi, kompleksitas dan sifat produk.
Hasil persiapan desain dan rekayasa disusun dalam bentuk dokumentasi teknis - gambar, formulasi produk kimia, spesifikasi bahan, suku cadang dan rakitan, sampel produk jadi dan sebagainya.
Tahapan utama persiapan desain dan rekayasa produksi untuk pengembangan baru dan modernisasi produk manufaktur adalah:
1. perkembangan kerangka acuan;
2. penyusunan proposal teknis;
3. menyusun rancangan desain;
4. pengembangan proyek teknis;
5. pengembangan dokumentasi kerja untuk prototipe, seri instalasi untuk produksi serial atau massal.
Persiapan teknologi produksi CCI adalah seperangkat proses yang saling terkait yang memastikan kesiapan teknologi suatu perusahaan untuk menghasilkan produk dengan tingkat kualitas tertentu pada waktu, volume produksi, dan biaya tertentu.
Tugas utama CCI adalah desain metode rasional dan progresif dari produk manufaktur untuk rilis mereka dalam waktu sesingkat mungkin dan dengan biaya minimal.
utama isi CCI- pemilihan blanko, pemilihan proses teknologi yang khas; pengurutan dan desain konten operasi teknologi; pemilihan sarana mekanisasi dan otomatisasi proses teknologi; desain dan pembuatan alat-alat teknologi baru untuk produksi; merancang tata letak lokasi produksi; pendaftaran dokumentasi kerja untuk proses teknologi; pengenalan proses teknologi.
Pelatihan organisasi dan ekonomi (OEPP) produksi adalah serangkaian tindakan untuk memastikan proses produksi produk baru dengan segala sesuatu yang diperlukan, serta organisasi dan perencanaan persiapan teknis produksi.
Arah pertama memberikan, sesuai dengan proses teknologi, penentuan kebutuhan perusahaan untuk peralatan tambahan, tenaga kerja, bahan dan bahan bakar dan sumber daya energi; penyediaan langsung produksi produk baru dengan peralatan, peralatan, perlengkapan yang diperlukan; restrukturisasi produksi, dan, jika perlu, struktur organisasi, sistem Informasi; pelatihan, pelatihan ulang dan pelatihan lanjutan personel, pendaftaran hubungan kontraktual dengan pemasok dan konsumen produk, dll.
Pada tahap ini, masalah spesialisasi dan kerja sama bengkel diselesaikan, organisasi layanan tempat kerja, organisasi perbaikan, instrumental, energi, transportasi dan fasilitas penyimpanan sedang dirancang, bahan yang diperlukan, tenaga kerja, keuangan, standar perencanaan kalender dihitung, sistem perencanaan produksi operasional dan manajemen produksi sedang dikembangkan. , serta sistem remunerasi pekerja.
Pada tahap ini, perkiraan biaya yang direncanakan dan rantai untuk produk baru dikembangkan, dan efisiensi ekonominya ditentukan.
Arah kedua OEPP dilakukan berdasarkan rencana jangka panjang dan tahunan untuk penelitian dan pengembangan (R&D) dan pengenalan pencapaian laba-laba dan teknologi ke dalam produksi.
Tahapan utama CCI adalah:
- 1) pengembangan proses teknologi;
- 2) desain peralatan teknologi dan peralatan nonstandar;
- 3) pembuatan peralatan teknologi (perkakas dan peralatan non-standar);
- 4) verifikasi dan debugging teknologi yang dirancang dan peralatan teknologi yang diproduksi.
Pada tahap pertama, pilihan metode rasional bagian manufaktur dan unit perakitan, pengembangan proses teknologi baru dilakukan. Pekerjaan ini dilakukan berdasarkan: gambar untuk produk yang baru dirancang, GOST, standar industri dan pabrik untuk bahan, alat, serta toleransi dan tunjangan, buku referensi dan tabel normatif untuk pemilihan mode pemotongan, ukuran yang direncanakan dari rilis produk.
- - pemilihan jenis blanko;
- - pengembangan rute antardepartemen;
- - penentuan urutan dan isi operasi teknologi;
- - penentuan, pemilihan dan pemesanan peralatan teknologi;
- - menetapkan urutan, metode dan sarana pengendalian mutu teknis;
- - penunjukan dan perhitungan kondisi pemotongan;
- - regulasi teknis operasi proses produksi;
- - definisi profesi dan kualifikasi pelaku;
- - organisasi lokasi produksi (lini produksi);
- - pembentukan dokumentasi kerja untuk proses teknologi sesuai dengan ECTP.
Pada tahap kedua CCI, pertama, mereka merancang desain model, stempel, perlengkapan, alat khusus dan peralatan non-standar, dan kedua, mereka mengembangkan proses teknologi untuk pembuatan peralatan teknologi, yang harus cukup universal, tetapi pada saat yang sama progresif, sempurna dan memastikan kualitas tinggi dari suku cadang yang diproduksi.
Pengembangan desain perkakas industri dilakukan oleh biro desain perkakas dan perkakas bekerja sama erat dengan teknolog yang merancang proses teknologi untuk memproses bagian-bagian produk baru.
Pada tahap ketiga, Kamar Dagang dan Industri memproduksi semua perkakas dan peralatan non-standar. Ini adalah bagian paling padat karya dari persiapan teknologi (60 - 80% tenaga kerja dan dana dari total volume Kamar Dagang dan Industri). Oleh karena itu, sebagai suatu peraturan, pekerjaan-pekerjaan ini dilakukan secara bertahap, membatasi diri mereka, pada awalnya, pada peralatan minimum yang diperlukan dari kebutuhan pertama, dan kemudian meningkatkan tingkat peralatan dan mekanisasi proses produksi hingga batas maksimum yang dapat dibenarkan secara ekonomi. Pada tahap ini, pembangunan kembali (jika perlu) peralatan yang ada, pemasangan dan pengujian peralatan dan perkakas baru dan non-standar, jalur produksi dan area untuk pemrosesan dan perakitan produk dilakukan.
Pada tahap keempat, Kamar Dagang dan Industri memverifikasi dan men-debug teknologi yang diproyeksikan, akhirnya mengerjakan bagian dan unit (blok) untuk kemampuan manufaktur, memverifikasi kesesuaian dan rasionalitas peralatan yang dirancang dan peralatan non-standar, kenyamanan pembongkaran dan merakit produk, menetapkan urutan yang benar dari pekerjaan ini, melaksanakan waktu operasi pemesinan dan perakitan, dan menyelesaikan semua dokumentasi teknologi.
Dokumentasi teknologi untuk berbagai jenis produksi (tunggal, serial, dan massal) dibedakan berdasarkan kedalaman pengembangan proses teknologi dan tingkat perinciannya. Pertama, peta perutean antar departemen dikembangkan untuk proses teknologi suku cadang manufaktur dan unit perakitan. Peta rute menunjukkan urutan lintasan bagian yang kosong, suku cadang, atau unit perakitan melalui toko dan area produksi perusahaan. Untuk pembuatan suku cadang dan perakitan produk dalam produksi tunggal atau skala kecil, cukup memiliki dokumentasi desain, deskripsi rute atau rute-operasional dari proses teknologi, atau daftar lengkap operasi teknologi, tanpa menunjukkan transisi dan mode teknologi. Untuk produksi serial dan massal, selain teknologi perutean, proses teknologi dengan deskripsi operasional pembentukan, pemrosesan, dan perakitan sedang dikembangkan. Pada saat yang sama, untuk proses teknologi tunggal, bagan alir operasional dikembangkan, untuk proses teknologi tipikal (grup) - bagan operasi tipikal (grup). Mereka menunjukkan semua transisi untuk operasi dan metode spesifik tertentu untuk melakukan masing-masing, mode teknologi, data tentang sarana peralatan teknologi, bahan dan biaya tenaga kerja. Biasanya, gambar sketsa ditempatkan dalam bagan operasional, menggambarkan bagian atau bagian dari bagian dan berisi dimensi dan instruksi pemrosesan yang diperlukan untuk melakukan operasi ini (metode pemasangan bagian pada mesin, lokasi pahat, perlengkapan, dll.).
Selain itu, untuk produk tertentu, peta proses teknologi khas untuk penerapan pelapis elektrolitik, pemrosesan kimia, penerapan pelapis cat dan pernis, pernyataan tingkat konsumsi spesifik untuk pelarut, anoda, bahan kimia, daftar limbah terperinci dan dokumen lainnya sedang dikembangkan.
Informasi awal untuk pengembangan proses teknologi dapat menjadi dasar, panduan dan referensi. Informasi dasar termasuk nama objek, serta data yang terkandung dalam dokumentasi desain. Informasi pedoman adalah standar industri dan pabrik yang menetapkan persyaratan untuk proses teknologi, peralatan, perkakas, dokumentasi untuk standar operasi dan proses teknologi kelompok, instruksi pembuatan, dokumentasi untuk pemilihan standar keselamatan dan sanitasi industri. Informasi referensi termasuk dokumentasi produksi percontohan, deskripsi metode manufaktur progresif, katalog, buku referensi, album tata letak, tata letak, dll.
Pendahuluan ………………………………………………………………………… ... 3
1. Inti dari persiapan teknis produksi. Tugas utamanya ... ... 6
2. Tahapan persiapan teknis produksi: desain, teknologi, organisasi dan ekonomi ………………………… ... 10
2.1 Desain dan persiapan rekayasa produksi …………………… .10
2.2 Persiapan teknologi produksi ……………………………… ..14
2.3 Persiapan organisasi dan ekonomi produksi …………… .... 17
3. Perencanaan proses persiapan teknis produksi ........................ 19
Kesimpulan ……………………………………………………………………… .32
Daftar literatur yang digunakan ………………………………………… ... 33
pengantar
Tingkat persiapan ilmiah dan teknis produksi menentukan efisiensi produksi produk oleh produksi utama, menentukan kemungkinan ritme pelepasannya dengan properti konsumen yang diberikan. Persiapan teknis produksi dapat dilihat dari sudut pandang produksi suatu produk atas dasar yang sudah ada atau dari sudut pandang pengorganisasian produksi baru.
Kegiatan perusahaan untuk pengembangan bahan dan basis teknisnya, organisasi produksi, tenaga kerja dan manajemen adalah persiapan teknis produksi. Itu termasuk:
Melakukan penelitian terapan terkait dengan peningkatan produk manufaktur, peralatan, teknologi, komposisi bahan yang digunakan, organisasi produksi;
Merancang produk baru dan memodernisasi produk yang telah diproduksi sebelumnya;
pengembangan proses teknologi untuk produk manufaktur;
Pembelian peralatan khusus, perkakas dan produk setengah jadi dari luar;
Dukungan material dan teknis produksi;
Pelatihan, pelatihan ulang dan pelatihan lanjutan personel;
Pengembangan norma dan standar, teknologi, teknis dan struktur organisasi perangkat manajemen dan dukungan informasi.
Relevansi topik adalah bahwa pelatihan teknis dilakukan untuk menguasai produk baru atau modern secara efektif, pengenalan mesin dan peralatan baru yang kompleks, metode teknologi baru dan perubahan dalam organisasi produksi. Tugas persiapan teknis produksi meliputi penciptaan kondisi teknis, organisasi, dan ekonomi yang sepenuhnya menjamin transfer proses produksi ke tingkat teknis dan sosial teknis yang lebih tinggi berdasarkan pencapaian ilmu pengetahuan dan teknologi.
Persiapan teknis produksi meliputi pelatihan desain, teknologi, organisasi dan ekonomi.
Di perusahaan dengan jenis, skala, dan profil yang berbeda, berbagai tahap persiapan produksi dapat disajikan dengan kelengkapan yang berbeda; namun, bagaimanapun juga, bagian penting dari pekerjaan mengatur produksi berada dalam kompetensi perusahaan.
Obyek makalah adalah persiapan teknis produksi.
Selama bekerja, tugas-tugas berikut harus diselesaikan:
Perluas konsep "persiapan teknologi produksi";
Tentukan tugas utama;
Soroti tahapan persiapan teknis produksi dan ungkapkan;
Mengidentifikasi arah untuk meningkatkan persiapan teknis produksi.
Tujuan penulisan makalah adalah untuk mempelajari dan menganalisis teknis persiapan produksi.
Struktur pekerjaan kursus meliputi: pengantar, empat bab utama, kesimpulan, daftar literatur yang digunakan.
Pendahuluan mengungkapkan relevansi topik, menentukan tujuan penulisan makalah, tugas-tugas yang diperlukan untuk mencapai tujuan ini, menyoroti subjek makalah, serta basis informasi yang digunakan dalam penulisan karya.
Bab pertama mengungkapkan konsep pelatihan teknis, dan menyoroti tugas-tugas utama.
Bab kedua mendefinisikan tahapan persiapan teknis produksi, dan mengungkapkan konsep mereka.
Bab ketiga membahas perencanaan persiapan teknis produksi.
Bab keempat membahas tentang arah percepatan persiapan teknis produksi.
Kesimpulan termasuk ringkasan tesis untuk semua bab.
Basis informasi untuk menulis makalah adalah buku teks yang disajikan dalam daftar literatur yang digunakan.
1. Inti dari persiapan teknis produksi. Tugas utamanya.
Ada sistem tertentu dari persiapan teknis produksi. Ini adalah serangkaian proses ilmiah dan teknis yang saling terkait yang memastikan kesiapan teknologi perusahaan untuk menghasilkan produk dengan kondisi kualitas teknis. Dalam kondisi pembentukan industri selama transisi ke pasar, persiapan perusahaan untuk memasuki pasar internasional dengan produk mereka akan menjadi lebih rumit. Jumlah tenaga kerja yang dikeluarkan untuk menyiapkan teknologi baru akan meningkat secara signifikan karena kerumitan dan banyak detail produk akhir. Untuk mengurangi biaya tenaga kerja, sistem dokumentasi teknis terpadu untuk persiapan teknis produksi - ESTPP digunakan.
ESTPP adalah sistem untuk mengatur dan mengelola persiapan teknis produksi yang ditetapkan oleh standar negara, terus ditingkatkan berdasarkan pencapaian ilmu pengetahuan dan teknologi, mengelola pengembangan pelatihan teknis dalam produksi di tingkat: negara, industri, organisasi, perusahaan.
Tujuan utama ESTPP adalah untuk memastikan kondisi yang diperlukan untuk mencapai kesiapan penuh dari semua jenis produksi untuk pelepasan produk dengan kualitas tertentu, dalam kerangka waktu yang optimal dengan biaya tenaga kerja, material, dan keuangan terendah.
ESTPP dirancang untuk menyediakan seragam untuk setiap perusahaan, organisasi, pendekatan sistematis untuk pemilihan, penerapan metode dan sarana persiapan teknis produksi, sesuai dengan pencapaian maju ilmu pengetahuan, teknologi dan produksi; kemampuan produksi yang tinggi untuk terus meningkatkannya, pergantian cepat untuk menghasilkan produk yang lebih maju; organisasi rasional eksekusi mekanis dari kompleks pekerjaan teknik dan teknis, termasuk otomatisasi desain objek dan alat produksi, pengembangan proses teknologi dan manajemen persiapan teknis produksi, hubungan persiapan teknis produksi dengan sistem dan kontrol otomatis lainnya subsistem.
Tugas utama persiapan teknis produksi di perusahaan industri adalah: pembentukan kebijakan teknis progresif yang bertujuan untuk menciptakan jenis produk dan proses teknologi yang lebih maju untuk pembuatannya; penciptaan kondisi untuk pekerjaan perusahaan yang berkinerja tinggi, berirama dan menguntungkan; pengurangan secara konsisten dalam jangka waktu persiapan teknis produksi, intensitas dan biaya tenaga kerja, sambil meningkatkan kualitas semua jenis pekerjaan (9, hal. 23)
Pertama, perlu diberikan definisi tentang persiapan teknis produksi, karena sangat cocok untuk semua jenis pelatihan teknis, terlepas dari apakah kita membuat perubahan individu pada produk atau mengatur perusahaan baru. Berikut adalah definisi persiapan teknis untuk produksi:
Persiapan teknis produksi adalah kompleks tindakan normatif dan teknis yang mengatur desain, persiapan teknologi produksi dan sistem memasukkan produk ke dalam produksi.
Tugas persiapan teknis produksi diselesaikan di semua tingkatan dan dikelompokkan menurut empat prinsip berikut: memastikan kemampuan manufaktur produk; pengembangan proses teknologi; desain dan pembuatan peralatan teknologi; organisasi dan manajemen persiapan teknis produksi.
ESTPP didasarkan pada:
1.analisis struktur-sistem dari siklus CCI;
2. tipifikasi dan standarisasi proses manufaktur dan pengendalian;
3. standardisasi peralatan dan perangkat teknologi;
4. agregasi peralatan dari elemen struktur standar.
Untuk mengembangkan proses teknologi standar, operasi teknologi diklasifikasikan dengan membaginya dari kompleks ke sederhana untuk memperoleh elemen teknologi terkecil yang tidak dapat dibagi sesuai dengan urutan teknologi dari seluruh proses. Untuk setiap elemen atau operasi teknologi yang tidak dapat dibagi, standar perusahaan dikembangkan dalam bentuk yang ditetapkan (bagan alir), yang memberikan deskripsi lengkap tentang semua transisi dari mana operasi dasar ini terbentuk, dengan semua penjelasan dan catatan yang diperlukan. hal.57)
Proses teknologi standar dibagi menjadi operasi untuk pembuatan bagian standar atau terpadu (di perusahaan teknik mesin), yang kualitasnya menentukan keandalan produk.
ESTPP menetapkan tiga tahap pekerjaan dokumentasi untuk organisasi dan peningkatan persiapan teknis produksi:
Survei dan analisis sistem CCI yang ada di perusahaan;
Pengembangan proyek teknis CCI (ini mendefinisikan tujuan, membentuk persyaratan yang harus dipenuhi oleh sistem CCI secara keseluruhan dan elemen individualnya);
Pembuatan proyek kerja (pada tahap ini, model informasi untuk memecahkan semua masalah dikembangkan; pengklasifikasi informasi teknis dan ekonomi; proses teknologi asli, standar dan standar; standar perusahaan untuk peralatan teknologi; dokumentasi untuk organisasi tempat kerja khusus dan bagian dari produksi utama dan tambahan berdasarkan proses teknologi standar dan standar dan metode pemrosesan kelompok bagian; dokumentasi kerja untuk memecahkan masalah menggunakan komputer; susunan informasi; ketentuan organisasi dan deskripsi pekerjaan).
Salah satu indikator utama CCI adalah durasi siklus CCI. Pertama, perlu untuk menetapkan struktur CCI. Struktur CCI adalah rasio biaya untuk jenis pekerjaan tertentu dalam CCI dengan total biaya CCI, yang dinyatakan dalam persentase. Durasi siklus CCI adalah waktu kalender dari awal hingga akhir CCI produk baru atau seluruh produksi. Itu ditentukan oleh rumus:
Dtstpp = q1Tts1 + q2Tts2 + q3Tts3 + ... + qnTtsn,
dimana q1, q2, q3 adalah koefisien koreksi waktu, dengan mempertimbangkan pelaksanaan pekerjaan paralel dan paralel-urutan dalam proses TPP;
1, 2 - waktu untuk memperoleh desain, pengembangan dokumentasi teknologi, pembuatan peralatan teknologi, peralatan non-standar, restrukturisasi teknis dan organisasi produksi, pelatihan dan pelatihan ulang personel, untuk pembuatan dan pengujian, dll.
Durasi siklus CCI memiliki dampak besar pada jumlah sumber daya yang dikeluarkan, produksi tambahan yang sedang berlangsung, percepatan perputaran modal kerja, biaya pekerjaan pada CCI. Arah utama pengurangannya adalah: peningkatan volume pekerjaan secara paralel dan paralel-sekuensial dan penurunan intensitas tenaga kerja di setiap tahap.
2.1 Desain dan persiapan rekayasa produksi.
Persiapan desain dan rekayasa produksi (PKPP) meliputi desain produk baru dan modernisasi produk sebelumnya sesuai dengan ESKD, serta pengembangan proyek untuk rekonstruksi dan peralatan perusahaan atau divisi masing-masing. Isi dan ruang lingkup SCP terutama tergantung pada tujuan penerapannya, jenis produksi, kompleksitas dan sifat produk.
Teknis persiapan produksi (3)
Abstrak >> EkonomiDisebut teknis pelatihan produksi ilmiah dan teknologi persiapan produksi, desain dan teknologi persiapan produksi dan seterusnya, menempatkan makna yang sama ke dalam konten mereka. Teknis persiapan produksi ...
Organisasi dan teknis persiapan produksi PADA CONTOH PINSKDREV ZAO
Abstrak >> EkonomiTeknologi persiapan produksi……………………………… ... 13 1.5 Organisasi dan ekonomi persiapan produksi…………… 16 1.6 Bidang perbaikan teknis persiapan produksi……………………………………………………………………… 18 2.Organisasi teknis persiapan ...
Organisasi teknis persiapan produksi
Kuliah >> Industri, produksiOrganisasi teknis persiapan produksi... 1) Konten, tugas, dan tahapan teknis persiapan produksi. 2)Teknis persiapan produksi pekerjaan renovasi... Untuk melakukan hal yang biasa...
Komponen terpenting dari kemajuan ilmu pengetahuan dan teknologi, yaitu proses perbaikan terus-menerus alat dan objek kerja, adalah persiapan teknis produksi, yang mencakup seluruh rangkaian tindakan untuk meningkatkan produk, memperkenalkan proses teknologi baru dan melengkapi produksi. Semua pekerjaan pada persiapan teknis produksi disediakan dalam rencana bisnis perusahaan.
Hasil yang diharapkan dari pengenalan inovasi, yang dibuktikan dengan perhitungan teknis dan ekonomi, berkontribusi pada keyakinan investor bahwa tingkat risiko investasi pada peralatan baru dan pengembangan produksi produsen produk adalah minimal.
Pelatihan teknis mencakup jenis pekerjaan berikut:
merancang baru dan meningkatkan jenis produk yang telah dikuasai sebelumnya dan menyediakan semua dokumentasi yang diperlukan untuk produk ini kepada produsen;
desain baru dan peningkatan proses teknologi yang sudah dikuasai;
pengujian eksperimental dan implementasi proses teknologi baru yang ditingkatkan secara langsung dalam kondisi bengkel, di tempat kerja;
desain dan pembuatan peralatan teknologi baru, termasuk perlengkapan, semua jenis alat kerja dan pengukuran, model, cetakan, dll.;
pengembangan norma dan standar yang sehat secara teknis untuk menentukan intensitas tenaga kerja dan konsumsi bahan produk, kebutuhan peralatan, perkakas, produksi dan area tambahan, proses bahan bakar, energi, perhitungan untuk menentukan kebutuhan akan sumber daya ini;
desain dan pembuatan peralatan non-standar, pengembangan rencana untuk akuisisi yang hilang dan modernisasi peralatan yang ada;
penempatan dan penataan peralatan yang rasional untuk unit produksi;
pelatihan pemain dalam profesi baru;
restrukturisasi organisasi unit produksi individu, pengembangan dan implementasi sistem baru untuk perencanaan dan pengelolaan jalannya proses produksi.
Semua jenis pekerjaan ini, karena kerumitannya dan volumenya yang sangat besar, tidak dapat dilakukan hanya dengan upaya perusahaan industri itu sendiri. Berbagai organisasi non-industri terlibat dalam persiapan teknis produksi.
Tautan berikutnya adalah sistem lembaga penelitian sektoral, biro desain, lembaga penelitian dan desain. Organisasi-organisasi ini melakukan berbagai pekerjaan teoretis, eksperimental, eksperimental dan desain dan desain, serta pekerjaan lainnya. Selain itu, mereka melakukan produksi percontohan sampel produk baru dan memeriksa proses teknologi yang dikembangkan.
Dokumentasi teknis yang dikembangkan oleh organisasi dikirim ke perusahaan, di mana pekerjaan lebih lanjut dilakukan oleh departemen kepala perancang, kepala teknologi, kepala ahli metalurgi, mekanisasi dan otomatisasi produksi, yang merupakan badan utama persiapan teknis produksi pada umumnya. perusahaan. Di sini, dokumentasi yang diterima diselesaikan sehubungan dengan kondisinya, desain peralatan teknologi, spesifikasi standar, dll.
Pekerjaan yang dilakukan oleh divisi yang terdaftar merupakan isi dari pelatihan teknis internal.
Persiapan teknis produksi dalam bentuk yang paling lengkap dibagi menjadi empat tahap:
1) pelatihan penelitian;
2) pelatihan desain;
3) persiapan teknologi;
4) persiapan organisasi dan material.
Pekerjaan desain perusahaan dilakukan dalam beberapa tahap:
1. Pengembangan spesifikasi teknis (TOR). Dalam tugas, tujuan target ditetapkan, interval yang diizinkan dari nilai karakteristik teknis dan operasional utama dari produk yang diberikan ditetapkan.
2. Penyusunan proposal teknis (TP). Berdasarkan analisis spesifikasi teknis, solusi yang paling mungkin untuk masalah ditentukan dan spesifikasi tujuan yang dimaksudkan dari jenis produk baru dan karakteristik utama dan kondisi penggunaan dibuat.
3. Rancangan desain. Tujuan utamanya adalah untuk membuktikan kelayakan teknis penerapan persyaratan yang dirumuskan dalam TOR dan TP.
4. Desain teknis. Semua solusi teknis yang paling penting akhirnya dikembangkan, memberikan gambaran lengkap tentang struktur dan pengoperasian jenis produk baru.
5. Desain detail. Akibatnya, satu set dokumentasi harus dibuat yang memungkinkan Anda untuk mulai mempersiapkan produksi untuk rilis produk baru.
Konten spesifik pekerjaan pada setiap tahap dan jumlah tahap itu sendiri akan tergantung pada sejumlah faktor, yang paling penting adalah kompleksitas dan kebaruan jenis produk yang dikembangkan, skala produksi di masa depan, sifat produk. distribusi pekerjaan antara organisasi pelaksana, dan ketersediaan basis eksperimental.
Persiapan teknologi produksi mencakup berbagai pekerjaan pada desain dan pembuatan bahan dasar untuk produksi jenis produk baru.
Persiapan teknologi dapat dibagi menjadi 4 tahap:
1. Kontrol teknologi gambar (kontrol standar).
2. Desain proses teknologi. Isi karya ditentukan oleh jenis produk.
3. Perancangan dan pembuatan peralatan tali-temali khusus dan non-standar.
4. Debugging dan implementasi proses teknis yang dirancang.
Perencanaan untuk persiapan teknis produksi adalah proses multi-tahap yang kompleks yang dilakukan di berbagai tingkatan.